XB-Svařování plamenem
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_XB

Contents
Při svařování spotřebuje pracovník poměrně vysoký čas za ustavení svařovaných dílců do správné polohy a jejich upnutí pro stehování nebo svařování.
Jeli k dispozici přípravek, pak upínání součástí provádí obvykle svářeč. Neníli k dispozici přípravek, pak je nutné každou součást ustavit do správné
polohy a upnout ji pomocí dílenských pomůcek, kolíků, šroubů, truhlářských svěrek a pod. V některých výrobních postupech toto ustavení a upnutí součástí
pomocí dílenských pomůcek provádí zámečník, v jiných svářeč nebo oba pracovníci společně. S cílem tyto varianty ustavení a upínání součástí svarku
zahrnout do výpočtu normy jsou zavedeny vstupní údaje BODY, ST a SV, pomocí kterých lze vyjádřit různé operace.
Například:
▪jen ustavovat a upínat: ST=0 SV=0 BODY zadat
▪jen stehovat sestavený upnutý svarek: ST=1 SV=0 BODY = 0
▪jen ustavit, upnout a svářet: ST=0 SV=1 BODY zadat
▪jen ustavit, upnout a stehovat: ST=1 SV=0 BODY zadat
▪ustavit, upnout, stehovat, svářet: ST=1 SV=1 BODY zadat
Počet samostatných svarů POC je nutné načíst z výkresu, stačí přibližná hodnota. Za samostatný svar se považuje každý nepřerušený přímkový svar a každých 90° kruhového nebo tvarového svaru.
Pro složité svařence velkých rozměrů je určena souhrnná výpočetní činnost SV.
Příklad 1:
Plamenem svařit kryt zařízení z plechu tlustého 0.8 mm. Jednotlivé plechy krytu ustavit pomocí dílenských upínek a pomůcek, stehovat je a po nastehování svařit.
DAV: |
1 |
počet kusů ve výrobní dávce, vyrábí se jeden kus |
ST: |
1 |
součásti svarku se stehují |
SV: |
1 |
součásti svarku se svařují |
BODY: |
40 |
svarek je sestaven z osmi součástí, které se ustavují bez přípravku (8 * 5 bodů) |
POC: |
20 |
na krytu je 20 přímkových svarů |
LS: |
150 |
celková délka svarů je 150 cm |
TL: |
0.8 |
tloušťka svaru je 0.8 mm |
KG: |
4 |
hmotnost svařence je 4 kilogramy |
TAC: 57.57 minut TBC: 38 minut
Příklad 2:
Součásti rámu z trubek s tloušťkou stěny 1.5 upnout do přípravku a svařit.
DAV: |
100 |
obvyklá výrobní dávka je 100 kusů |
ST: |
0 |
součásti svarku se nestehují |
SV: |
1 |
součásti svarku se svařují |
BODY: |
13 |
svarek je sestaven ze třinácti součástí upínaných do přípravku (13 * 1 bod) |
POC: |
48 |
na rámu je 10 kruhových svarů po celém obvodu (10 * 4 = 40) a 8 svarů přímkových |
LS: |
110 |
celková délka svarů je 110 cm |
TL: |
1.5 |
tloušťka svaru je 1.5 mm |
KG: |
2.5 |
hmotnost svařence je 2.5 kilogramů |
TAC: 26.11 minut TBC: 21 minut
Příklad 3:
Plamenem svařit rohy víka 30 x 280 x 320 z plechu tloušťky 1 mm. Součást pro sváření upnout dílenskou pomůckou.
DAV: |
20 |
počet kusů ve výrobní dávce |
ST: |
0 |
součást (víko) se nestehuje |
SV: |
1 |
součást se svařuje |
BODY: |
5 |
jediná součást upínaná dílen. pomůckou (1 * 5 bodů) |
POC: |
4 |
v každém rohu víka jeden přímkový svar |
LS: |
12 |
celková délka svarů je 12 cm (4 * 3 cm) |
TL: |
1 |
tloušťka svaru je 1 mm |
KG: |
0.7 |
hmotnost víka je 0.7 kilogramů |
TAC: 3.0 minut TBC: 16 minut
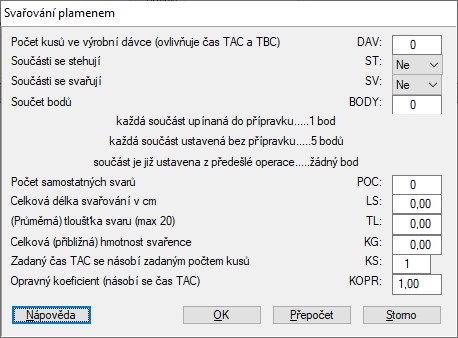
Dialogově okno pro zadání údajů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.