VH-Obrábění na vodorovné vyvrtávačce
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_VH

Contents
Upínání |
Počet směrů vrtání |
|||||||||
hodnota UP |
0 |
1 |
2 |
3 |
4 |
6 |
více |
|||
obrábí se další |
ANO |
8 |
9 |
10 |
11 |
12 |
14 |
16 |
||
v operaci se obrábí |
ANO |
základna? |
NE |
6 |
7 |
8 |
9 |
10 |
12 |
14 |
hlavní technolog. |
NE |
obrábí se další |
ANO |
2 |
3 |
4 |
5 |
6 |
8 |
10 |
základna? |
základna |
NE |
1 |
2 |
3 |
4 |
5 |
7 |
9 |
|
Při současném upnutí a obrábění několika deskovitých obrobků |
|||||||||
počet současně obráběných kusů |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
Hodnota koeficientu KOPR |
1 |
0,71 |
0,58 |
0,5 |
0,44 |
0,41 |
0,38 |
0,35 |
0,32 |
Obrábění je rozděleno do čtyř skupin a pro každou skupinu se zadávají „základní data“ pro výpočet:
▪Frézování: FCM2 (frézovaná plocha) a FB (body za frézování)
▪Provedení otvorů: VOS (počet otvorů), VDR (počet druhů otvorů), VPR (součet průměrů všech otvorů), VHL (průměrná hloubka otvorů) a VB
(body za otvory)
▪Obrábění vnějších průměrů a rovin kolmých na osy otvorů nožem: NCM2 (plocha obráběná nožem) a NB (body za obrábění nožem)
▪Řezání a předřezávání závitů: ZAV (součet průměrů všech závitů)
Hodnota UP se zadává dle tabulky. Hlavní technologická základna je výchozí plocha na obrobku. Základny mohou být opracovány v předchozích operacích,
v tabulce je proto větvení ANO / NE. U deskovitých na tloušťku neopracovaných obrobků (součásti z plechu) v tabulce hledáme v řádcích "hlavní základna NE".
Všechny otvory s rovnoběžnými osami obráběné z jedné strany mají jeden směr vrtání. Rovnoběžné otvory prováděné z obou stran mají dva směry vrtání.
Krychle vrtaná ze všech stran má šest směrů vrtání. V tabulce je počet směrů vrtání nadepsán. V průsečíku řádku a sloupce v tabulce je uvedeno číslo, které
zapisujeme do hodnoty UP. Například do operace vstupuje neopracovaný odlitek nepravidelného tělesa, ve kterém se ze třech stran opracovávají příruby s otvory.
Opracovává se hlavní i další základna a na obrobku jsou tři směry vrtání, hodnota UP = 11. Povrch v cm2 vzniklý frézováním se zadává do FCM2. Užívání fréz
pro „rovnání" děr nepočítáme. Údaj je ve čtverečných centimetrech, aby vycházela menší čísla a výpočty byly proveditelné zpaměti. Například základní plocha
300 x 250 má povrch 30 x 25 centimetrů, takže FCM2 = 30 x 25 = 750. Vnitřní vyfrézovaný obdélník 150 x 200 do hloubky 5 mm (s rohovými radiusy,které při
výpočtu ignorujeme) má FCM2:
dno = 15 x 20 |
300 |
obvod = (2 x 15 + 2 x 20) x 0,5 |
35 |
FCM2 |
335 |
Při frézování plochy ohraničené různými tvary a různě přerušované, frézovatelné (teoreticky) jedinou třískou, počítáme povrch z rozměrů opsaného
obdélníku. Například frézování 10 mm široké plochy na obvodu odlitku skříně 185 x 520: FCM2 = 18,5 x 52 = 962. Do údaje FB zadáváme počet bodů
za frézované plochy. Pravidla pro počet bodů jsou shodná i pro obrábění otvorů (VB) a obrábění vnějších průměrů a čel nožem (NB). Body se počítají
za každou frézovanou rovinnou nebo rádiusovou stěnu, jejíž rozměr je nutné nastavit. Vnitřní průchozí obdélník s rohovými radiusy má 4 body (pro
radiusy se nenastavuje rozměr). Průchozí drážka široká 20 mm s koncovými R10 má rovněž 4 body, pro koncové radiusy se nastavuje rozměr.
Příklady platí pro rozměry bez tolerancí (každá stěna - rozměr - jeden bod).
Počet os vrtaných (obráběných) otvorů VOS. Například
4 x osazený otvor D 32 H7 / D 40
8 x otvor D 10,5
VOS = 12
Nastavení shodné osy z obou stran se počítá jako dvě osy (tutéž osu nastavujeme dvakrát). Do údaje zadáváme počet os všech obráběných otvorů.
Počet druhů otvorů VDR. Shodné otvory vrtané v různých směrech počítáme jako jiný druh. Například:
Shora vrtáme 4 x osazený průměr 32H8 / 40
Shora vrtáme 2 x průměr 10
Zleva vrtáme 8 x průměr 10
Celkem 3 druhy .... VDR = 3
Součet průměrů otvorů v milimetrech VPR. U osazených průměrů počítáme největší průměr. Příklad pro VDR má VPR: 4 x 40 +10 x 10 = 260.
Průměrná hloubka otvorů VHL. Hloubky se nesčítají, zadává se tloušťka plechu, nebo stěny odlitku. Jsou-li na obrobku výrazně rozdílné hloubky,
zadáme průměrnou hodnotu. U osazených otvorů počítáme největší průměr a celou hloubku.
Body za vrtání VB se přidělují dle pravidel. Otvor průměr 38 H7 se zapuštěním na průměr 44+0,1 (přesnost IT 10) má 4 body za IT 7 a 2 body za
IT 10, celkem 6 bodů. Jsou-li tyto otvory v obrobku čtyři, pak VB = 4 x 6 = 24. Body za veškeré otvory se sečtou. Způsob provedení otvoru (vrtání,
hrubení, rovnání nožem nebo frézou, stružení, obrábění nastavitelným nožem) nerozlišujeme. Čas za uvolňovací sražení hran otvorů do
3 mm / úhel je započítán automaticky, do bodů se nepočítá.
Do údaje ZAV se zadává součet průměrů řezaných závitů. Například:
8 x M10 |
80 |
2 x M12 |
24 |
3 x M16 |
48 |
celkem ZAV |
152 |
Do údaje NCM2 se zadává celkový povrch v cm2 obrobený nožem (kromě otvorů, jsou vyjádřeny předešlými daty). Obvykle je to obrábění vnějších průměrů,
zápichů, rovin kolmých na osy otvorů a srážení hran otvorů. Povrch NCM2 se nejčastěji odhaduje, je proto ve čtverečných centimetrech. Nejběžnější je opracování
rovin kolmých na osy otvorů na skříňovitých obrobcích. Povrch tohoto mezikruží se zjednodušeně počítá
NCM2 = 0,8 x (D2 – d2)
Například zarovnat plochu kolem otvoru 34 H7 na průměr 48:
NCM2 = 0,8 x (4,82 – 3,42) = 9,18
Podobně se počítá povrch čelního zápichu: K velkému průměru zápichu přičteme dvojnásobek hloubky zápichu a od malého průměru jej odečteme. Zjistíme
tak D i d pro výpočet povrchu mezikruží. Například v rovině příruby provádíme zápich průměr 143,4 / průměr 130 do hloubky 3,2:
průměr D = 14,34 + 2 x 0,32 = 14,98
průměr d = 13 – 2 x 0,32 = 12,36
NCM2 = 0,8 x (14,982 – 12,362) = 57,3
Body za vnější průměry a čela obráběná nožem NB se počítají dle uvedených pravidel. Za každé vnitřní (zpředu nepřístupné) zarovnání roviny kolmé na osu
otvoru se počítají tři body. Například v odlitku obrábíme sražení hrany otvoru v drsnosti Ra=1,6 (4 body) a vnitřní zarovnání roviny kolmé na osu otvoru (3 body):
NB = 4 + 3 = 7
Čas za uvolňovací sražení hran otvorů do 3 mm (úhel je započítán automaticky) do bodů se nepočítá.
Větší počet současně upnutých a obráběných kusů. Deskovité součásti se mohou upnout a obrábět společně. V těchto případech zadáváme veškerá
data jako o jediném kusu (i hodnoty upínání UP) a do opravného koeficientu KOPR zapíšeme koeficient dle tabulky. Například současně upínáme, frézujeme
obvod a vrtáme tři kusy součásti z plechu tloušťky 6 mm. Data zadáme jako pro jediný kus a do údaje KOPR zadáme hodnotu 0,65 (viz tabulka).
Vypočtená norma platí pro jeden kus.
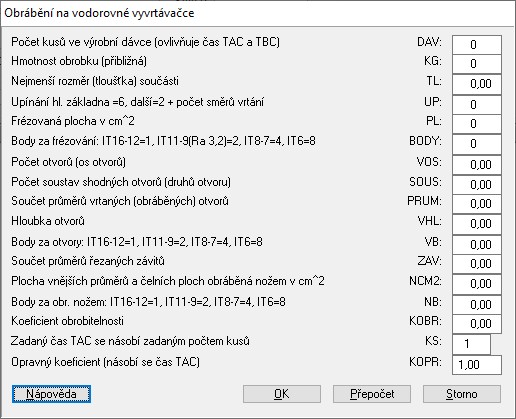
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.