SW-Souhrnná norma, výroba nesvařovaných, součástí
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_SW

Contents
Činnost SW je určena pro rychlé zjištění pracnosti výroby celé součásti (všech operací) bez vypracování technologického postupu.
Uživatelé PO-NOR-KA opakovaně požadovali rychlé výpočty pracnosti pro nabídky kusové výroby nejrůznějších převážně svařovaných výrobních zařízení.
Do PO-NOR-KY jsme proto zahrnuli skupinu souhrnných výpočtů:
▪SP, SR, SS a ST pro svařované dílce, které zahrnují veškerou pracnost před svářením i „montážní" sváření
▪SW, tato činnost počítá souhrnně výrobní pracnost nesvařených součástí
▪SM, pracnost mechanické montáže vyráběných a nakupovaných dílů.
Výpočet času výroby celé součásti vycházející z malého počtu dat je rychlý, nemůže však respektovat nejrůznější individuální vlastnosti jednotlivých součástí.
Důležité je potlačení subjektivních názorů při zadávání vstupních dat, protože umožňuje využívat principy statistiky. Při správném "naladění" výpočtu pro
podnikové podmínky pomocí koeficientů KA a KB budou výsledky spolehlivé pro správnou cenovou politiku. Vstupní údaje jsou převážně zřejmé z tabulky
vstupních dat, respektive z obrazovky. Údaj počet obráběcích strojů PSTR je využíván pro výpočet dávkových (přípravných) časů TBC. Údaje o obráběných
plochách se zadávají ve čtverečných centimetrech, obvykle stačí přibližný výpočet zpaměti. Jsou to údaje PLD, PLT, PLV, PLR a PLB. Velikost závitů se
zadává násobkem průměr x délka v centimetrech do údaje PLZ. Je to shodné řešení, jako v činnostech SA a SB. Odhady nebo přibližné výpočty velikosti
obráběných ploch provedou různí pracovníci s malými odchylkami, které nemohou kalkulaci výrazně ovlivnit. Podobně standardní budou i hodnoty dat
popisující počet soustružených průměrů POCP, počet upnutí při veškerém obrábění (kromě dělení, vrtání a broušení) PUP, počet vrtaných otvorů POCV
a počet nakulato broušených průměrů a čel POCB. Nejobtížnější je popis počtu frézovaných a obrážených konstrukčních prvků.
Z výkresové dokumentace kusově vyráběných svařovaných výrobků vyplývá, že frézované nesvařované součásti se téměř nevyskytují. Obvykle se jedná
o frézování ploch nebo drážek na soustružených součástech. Do výpočtu je proto zařazen údaj PKP, počet frézovaných a obrážených ploch a konstrukčních
prvků. U složitějších součástí je možné čas za frézování vypočítat samostatně činností FA, v datech zadávaných do souhrnné činnosti SW to však musíme
respektovat.
KOBR Koeficient obrobitelnosti, násobí strojní čas. Jeho hodnoty pro vybrané materiály si vypíšete, viz. KO-Koeficienty obrobitelnosti
Příklad:
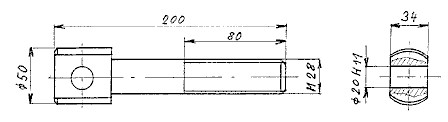
Šroub s okem
PSTR: |
4 |
počet strojů (pila, soustruh, frézka, vrtačka) |
PLD: |
40 |
plocha dělení, 2 x pr. 50 |
PLT: |
300 |
obráběná plocha, odhad: pr. 40 x 200 + frézování |
POCP: |
2 |
počet soustružených průměrů |
PUP: |
4 |
počet upnutí, 2 x soustruh a 2 x frézka |
PKP: |
2 |
počet frézovaných ploch, konstr. prvků, dvě plochy |
PLZ: |
22 |
závity, průměr x délka v cm, 2.8 x 8 = 22.4 |
PLV: |
20 |
plocha vrtaná, 3.14 x 2 x 3.4 = 21.3 |
POCV: |
1 |
počet vrtaných otvorů |
PLR: |
0 |
plocha broušená rovinně |
PLB: |
0 |
plocha broušená nakulato |
POCB: |
0 |
počet broušených čel a průměrů |
KAL: |
0 |
kalení |
KG: |
2 |
hmotnost součásti přibližná |
KOBR: |
1 |
koeficient obrobitelnosti |
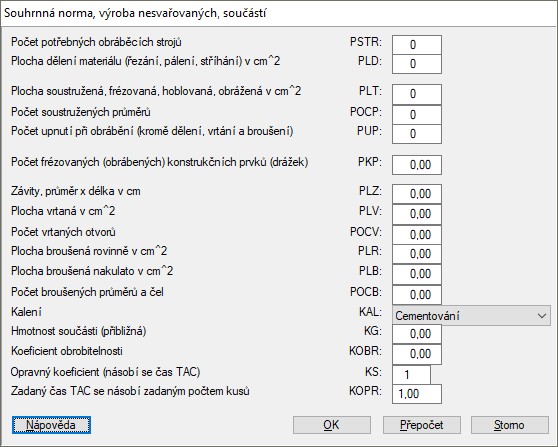
TAC: 45.18 minut TBC: 82 minut
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.