SB-Soustružení
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_SB

Contents
Ve výpočtu je zahrnut čas za opracování čel z průměru DMAX k ose. Výpočet je tím určen hlavně pro soustružení součástí z kruhových, šestihranných
a čtyřhranných tyčí a z výpalků bez větších otvorů. U předtvarovaných součástí, nebo při soustružení součásti jen z jedné strany, je možné odhadnout
opravný koeficient KOPR. Pro soustružení skružovaných svařených součástí výpočet není určen. Pro uvedené operace je určena výpočetní činnost SA.
Do údaje UBER se zadává procento odebíraného materiálu. Při soustružení hřídelí bývá úběr 30%, u přírub 60%. Ze zkoušek vyplývá, že vyhovuje odhad.
U některých větších součástí je možné provést přibližný výpočet. Jelikož nepočítáme skutečné objemy, ale jen procento odebraného materiálu, můžeme
počítat zjednodušeně v centimetrech s upravenými hodnotami:
objem válce = D2 * L
objem trubky = (D2 – d2) * L
(objem polotovaru) (objem součásti po soustružení)
UBER = ——————————————————————— [%]
0.01*(objem polotovaru)
Příklad výpočtu úběru: Z přířezu průměr 50 x 50 soustružit pouzdro průměr 4630 x 45.
Polotovar: 52 * 5 = 125
Součást: (4,6232) * 4.5 = 54.72
125 - 55
UBER = --------------------- = 56%
0.01 * 125
Pro výpočet se načítají body BE za vnější soustružení a body BI za vnitřní soustružení dle uvedených pravidel. Obvyklé součásti mají čela v drsnosti větší
než 1.6, takže body za čela se nepočítají, a průměry těchto součástí jsou v přesnosti IT169 (1 bod). Počet bodů běžných součástí je tedy shodný s
počtem vznikajících průměrů. Za průměry soustružené s přídavky se počítá vždy jeden bod (soustruží se v toleranci IT1612). Body se počítají shodně
pro vnější i vnitřní tvary bez ohledu na typ nástroje a bez ohledu na délku průměrů. Časy za upínací důlčíky (kužely), uvolňovací zápichy, přechodové
radiusy a sražené hrany jsou započteny, žádné body se za ně nepočítají.
Délka přířezu L a průměr polotovaru Q vyjadřují rozměry vstupujícího polotovaru. U upichovaných součástí se zadává do délky přířezu L délka součásti
s přídavkem na opracování čel.
Celková soustružená délka LC je součtem délek vnějšího i vnitřního obrábění (délek rovnoběžných s osou součásti). Způsob obrábění se nerozlišuje.
Například otvor vrtaný jen vrtákem do hloubky 100 mm má shodnou délku vnitřního obrábění jako soustružený průměr 78,55H7 do hloubky 100.
Při výrobě součástí z tažených tyčí se obvykle část povrchu neopracovává. V těchto případech počítáme do délky vnějšího soustružení jen délku
soustružených průměrů.
Maximální soustružený průměr nebo čelo se zadává do údaje DMAX. U součástí soustružených z hlazených tyčí je obvykle hodnota DMAX shodná
s hodnotou Q (průměr polotovaru). Pro výpočet časů za závity je určen údaj ZAV, do kterého se zadává průměr závitu v cm násobený jeho délkou v cm.
Výpočet v cm byl zvolen s cílem počítat hodnotu zpaměti z malých čísel. Při větším počtu závitů se zadává součet hodnot. Například soustružit
závity 1 x M68 x 15 a 2 x M48 x 20: ZAV = 6.8 * 1.5 + 2 * 4.8 * 2 = 29.4 Jiné vlivy na čas provedení závitů (vnější, vnitřní, průchozí, slepé, přesnost, nástroje)
nejsou respektovány s cílem získat pro závity shodných rozměrů i shodné časy.
Do údaje KW se zadává příkon hlavního elektromotoru soustruhu.
Do údaje typ soustruhu TS se zadává pro hrotový soustruh 1, pro revolverový 0.5 a pro číslicově řízený 0.3. Tento údaj násobí časy obsluhy a upravuje
čas dávkový TBC. Koeficient obrobitelnosti KOBR násobí strojní časy, pro běžné oceli má hodnotu 1.
Příklad 1:
Soustružit pouzdro s přídavkem na broušení, přířez pr. 70 * 65. Ocel 19436, koeficient obrobitelnosti KOBR=3.2.
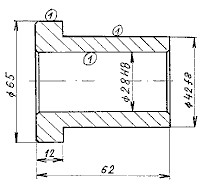
Úběr materiálu u pouzder s větším otvorem bývá 70%. Výpočtem bychom zjistili, že v tomto příkladu je UBER: 71.6
Celková délka soustružení LC: 2 * 62 = 124
DAV: |
2 |
kusů ve výrobní dávce |
UBER: |
70 |
úběr materiálu v % |
BE: |
2 |
součet bodů za vnější soustružení |
BI: |
1 |
součet bodů za vnitřní soustružení |
L: |
65 |
délka přířezu |
LC: |
124 |
délka vnějšího + vnitřního soustružení |
Q: |
70 |
průměr polotovaru |
DMAX: |
65 |
největší průměr soustružení |
ZAV: |
0 |
průměr * délka závitu v cm (žádný závit) |
KW: |
6 |
příkon soustruhu |
TS: |
1 |
typ soustruhu (hrotový = 1) |
KOBR: |
3.2 |
koeficient obrobitelnosti (nástrojová ocel s chrómem) |
TAC: 25.77 minut TBC: 19 minut
Příklad 2:
Soustružit hotově desku z výpalku plechu 11373 pr. 410 x 40. Do délky přířezu (polotovaru) L i do délky soustružení LC se zadává vždy rozměr ve směru osy
soustružení. V tomto příkladu je délka polotovaru L = tloušťka plechu a délka LC je 2 * 36 = 72.
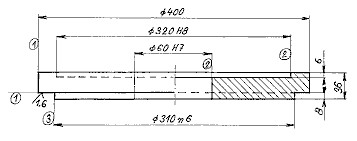
Úběr materiálu je odhadnut na 30%. Výpočtem bychom zjistili UBER:33%.
Body BE (vnější): 1 x IT16 až 12 = 1 1xIT6 = 3 1x čelo Ra 1.6 = 1
Body BI (vnitřní): 2 x IT8 až 7 = 2 * 2
DAV: |
1 |
kusů ve výrobní dávce |
UBER: |
30 |
úběr materiálu v % |
BE: |
5 |
součet bodů za vnější soustružení |
BI: |
4 |
součet bodů za vnitřní soustružení |
L: |
40 |
délka přířezu, v tomto případě tloušťka plechu |
LC: |
72 |
délka vnějšího + vnitřního soustružení |
Q: |
410 |
průměr polotovaru (průměr výpalku) |
DMAX: |
400 |
největší průměr soustružení |
ZAV: |
0 |
průměr * délka závitu v cm (žádný závit) |
KW: |
8 |
příkon soustruhu |
TS: |
1 |
typ soustruhu (hrotový = 1) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 113.13 minut TBC: 33 minut
Příklad 3:
Soustružit pouzdro hotově z přířezu pr.100 x 70. Kužel lícovat na barvu s protikusem.
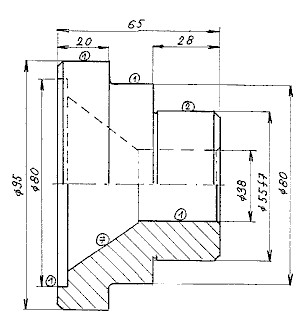
Úběr materiálu je odhadnut na 70%. Celková délka soustružení LC je 2 * 65 = 130. Součty bodů jsou zřejmé z náčrtu.
DAV: |
8 |
kusů ve výrobní dávce |
UBER: |
70 |
úběr materiálu v % |
BE: |
4 |
součet bodů za vnější soustružení |
BI: |
9 |
součet bodů za vnitřní soustružení |
L: |
70 |
délka přířezu |
LC: |
130 |
délka vnějšího + vnitřního soustružení |
Q: |
100 |
průměr polotovaru |
DMAX: |
95 |
největší průměr soustružení |
ZAV: |
0 |
průměr * délka závitu v cm (žádný závit) |
KW: |
6 |
příkon soustruhu |
TS: |
1 |
typ soustruhu (hrotový = 1) |
KOBR: |
1.26 |
koeficient obrobitelnosti |
TAC: 53.35 minut TBC: 34 minut
Příklad 4:
Soustružit hřídel z tažené tyče pr.30: Průměry IT6 s přídavkem na broušení, ostatní hotově dle výkresu.
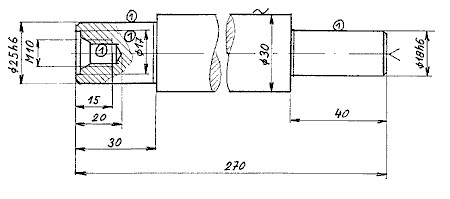
Úběr materiálu je odhadnut na 10%. Výpočtem bychom zjistili UBER = 13.65%.
Body BE (vnější): 2 x průměr s přídavkem = 2 * 1 BE:2
Body BI (vnitřní): otvor pro záv (1) a průměr 17 (1) BI:2
(Body za upínací důlčíky a kužely se nepočítají.)
Celková délka soustružení LC: 30 + 40 (vnější) + 20 (vnitřní)
DAV: |
500 |
kusů ve výrobní dávce |
UBER: |
10 |
úběr materiálu v % |
BE: |
2 |
součet bodů za vnější soustružení |
BI: |
2 |
součet bodů za vnitřní soustružení |
L: |
275 |
délka přířezu |
LC: |
90 |
délka vnějšího + vnitřního soustružení |
Q: |
30 |
průměr polotovaru |
DMAX: |
30 |
největší průměr soustružení (soustružená čela pr.30) |
ZAV: |
1.5 |
průměr * délka závitu v cm: 1 * 1.5 = 1.5 |
KW: |
6 |
příkon soustruhu |
TS: |
1 |
typ soustruhu (hrotový = 1) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 8.6 minut TBC: 32 minut
Příklad 5:
Soustružit hřídel z přířezu pr. 50 x 875. Přesné průměry 30g6 (2x) a průměry 47h6 soustružit s přídavkem na broušení. Ostatní hotově.
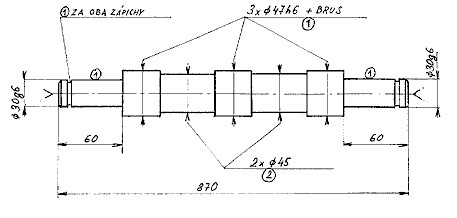
Shodné průměry soustružitelné jedinou třískou (přerušené zapichovanými průměry) se pro body počítají jako jediný průměr.
V tomto případě 3 x pr. 47h6 s přídavkem = 1 bod. Za každé tři funkční zápichy se počítá jeden bod. V tomto případě jeden bod za dva zápichy.
Body za vnější soustružení: oba zápichy (1), 2x pr.30 (2), 2x pr.45 (2) 1x pr.47 (1).
Celkem BE = 6
DAV: |
20 |
kusů ve výrobní dávce |
UBER: |
20 |
úběr materiálu v % (odhad) |
BE: |
6 |
součet bodů za vnější soustr. (5 x průměr + zápichy) |
BI: |
0 |
součet bodů za vnitřní soustr.(důlčíky se nepočítají) |
L: |
875 |
délka přířezu |
LC: |
870 |
délka vnějšího + vnitřního soustružení |
Q: |
50 |
průměr polotovaru |
DMAX: |
47.5 |
největší průměr soustr. (konečný, je s přídavkem) |
ZAV: |
0 |
průměr * délka závitu v cm (žádné závity) |
KW: |
11 |
příkon soustruhu |
TS: |
1 |
typ soustruhu (hrotový = 1) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 36.68 minut TBC: 39 minut
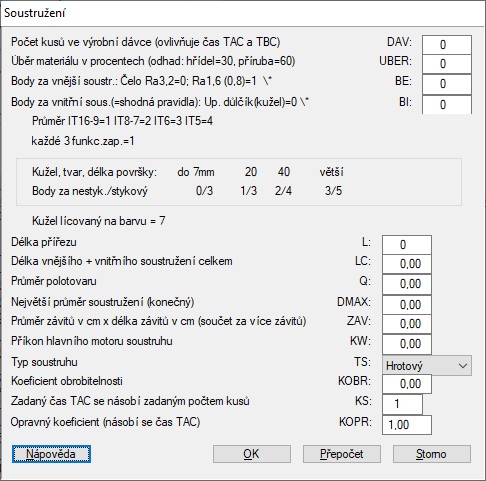
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.