NB-Stříháni plechu na tabulových nůžkách
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_NB

Contents
Při stříhání plechů se nejdříve úhlují tabule plechu, následně se stříhají pásy a teprve z pásů se střihají jednotlivé obdélníky. Přesnější výstřižky je
nutné stříhat na zpětný doraz: Plech se neposouvá zepředu na doraz nůžek, ale opačně. Doraz je upnut do přesné polohy na stolu nůžek a pomocník
k němu ustavuje plech ze zadní strany nůžek.
V metodě PO-NOR-KA se snažíme veškeré výpočty maximálně zjednodušit a zrychlit, čas za stříhání výstřižku se počítá jediným výpočtem.
Nutné technologické poznámky (tabuli nejdříve zúhlovat, střihat pásy podélně vzhledem k vláknům a podobně) se zapisují do textu operace, do výpočtu
norem nevstupují.
Ve speciálních střihadlech se stříhají jednotlivé součásti z pásu lisem. To znamená, že čas za ustřižení pásu se musí vydělit počtem kusů, které z tohoto
pásu vzniknou. Podobně se stříhají obdélníky, ze kterých na děrovacím lisu vzniknou současně dvě, čtyři nebo více součástí. Čas za ustřižení společného
výstřižku je nutné vydělit počtem součástí, které z tohoto výstřižku vzniknou, neboť vždy potřebujeme znát spotřebu času na výrobu jediného kusu součásti.
Pro tyto potřeby je zaveden vstupní údaj POC (počet kusů z výstřižku, z pásu), kterým se čas vypočtený pro výstřižek zadaných rozměrů dělí.
Stříháme-li obdélník 400 x 600 mm, ze kterého se budou současně děrovat čtyři součásti na NC děrovacím lisu, pak do výpočtu zadáme POC:4,
poněvadž vypočtenou normu za vystřižení tvaru musíme rozpustit (vydělit) do čtyřech součástí. Stříhámeli jen pás pro lisování, ze kterého vznikne v
lisovacím nástroji 48 součástí, pak zadáme POC:48, poněvadž vypočtenou normu za ustřižení pásu musíme rozpustit (vydělit) do 48 součástí.
Do údajů SIR a L (šířka a délka konečného stříhaného tvaru) se zadávají konečné rozměry obdélníku nebo pásu, který ze střihárny vystupuje do dalších
výrobních dílen.
Údaj DAV (počet kusů ve výrobní dávce) jsme u stříhání plechů nahradili hrubším údajem CHAV (charakter výroby), neboť v praxi docházelo k nejasnostem.
Stříhání pásů a výstřižků pro lisovnu má CHAV:3, stříhání obdélníků pro děrování na NC lisech má CHAV=2, stříhání tvarů pro zámečnickou výrobu má CHAV=1.
Příklad 1:
Stříhat plech tl. 4 mm na rozměry 100 x 100 mm pro následnou výrobu v lisovně. Z výstřižku se vyrábí jeden kus součásti.
Stříhá se pro lisovnu, CHAV=3. Z výstřižku vzniká jediný kus součásti, POC:1. Přesné stříhání čtverců se u silnějších plechů neužívá, NUZK:1. Výpočtem
zjistíme celkový čas potřebný na vystřižení jednoho kusu výstřižku. (Čas zahrnuje zúhlování tabule plechu, stříhání pásů i konečné stříhání na rozměr.)
CHAV: |
3 |
charakter výroby je sériový |
POC: |
1 |
počet vyráběných kusů součástí z výstřižku |
TL: |
4 |
tloušťka plechu |
SIR: |
100 |
menší rozměr konečného výstřižku |
L: |
100 |
větší rozměr konečného výstřižku |
NUZK: |
1 |
koeficient nůžek střihání čtverce |
TAC: 0.64 minut TBC: 17 minut
Příklad 2:
Střihat pásy 200 x 1000 z plechu tl. 2 mm pro lisovnu. Z pásu se bude vyrábět 10 součástí.
V tomto příkladu se stříhají jen pásy, NUZK=0.7. Z každého pásu se vyrobí deset kusů součástí, takže POC:10, poněvadž čas za ustřižení pásu musíme
rozpustit do deseti kusů součástí. Vypočtený čas tedy není za ustřižení pásu, nýbrž pro každou součást, která bude vyrobena. (Chceme-li zjistit čas za
ustřižení pásu, pak zadáme POC:1).
CHAV: |
3 |
charakter výroby je sériový |
POC: |
10 |
počet součástí z pásu |
TL: |
2 |
tloušťka plechu |
SIR: |
200 |
menší rozměr konečného výstřižku (šířka pásu) |
L: |
1000 |
větší rozměr konečného výstřižku (délka pásu) |
NUZK: |
0.7 |
koeficient nůžek stříhání pásu |
TAC: 0.08 minut TBC: 13 minut
Příklad 3:
Stříhat obdélníky 380 x 526 mm z plechu tl. 0.8 mm pro ruční zámečnickou výrobu panelů. Z jednoho výstřižku vznikne jedna součást.
Charakter výroby je kusový, CHAV=1. Z jednoho výstřižku vznikne jedna součást, POC=1. Stříhá se obdélník větších rozměrů, doraz na nůžkách není
přesný, poněvadž plech se prověsí. Volíme proto přesné stříhání na zpětný doraz (mělo by být předepsáno v textu operace), zadáme NUZK=1.5.
CHAV: |
1 |
charakter výroby je kusový (zámečnická výroba) |
POC: |
1 |
počet vyráběných kusů součástí z výstřižku |
TL: |
0.8 |
tloušťka plechu |
SIR: |
380 |
menší rozměr konečného výstřižku |
L: |
526 |
větší rozměr konečného výstřižku |
NUZK: |
1.5 |
koeficient nůžek přesné stříhání obdélníku |
TAC: 2.76 minut TBC: 11 minut
Příklad 4:
Stříhat tvar 460 x 620 mm z plechu tl. 1 mm. Z jednoho výstřižku se současně děrují čtyři kusy součásti na NC děrovacím lisu. Střihat přesně na
předepsaný rozměr.Charakter výroby je malosériový, CHAV=2. Z jednoho výstřižku vzniknou čtyři kusy součásti, POC=4. Koeficient nůžek NUZK=1.5,
neboť se stříhají přesné rozměry.
CHAV: |
2 |
charakter výroby je malosériový |
POC: |
4 |
počet součástí z výstřižku |
TL: |
1 |
tloušťka plechu |
SIR: |
460 |
menší rozměr (šířka) konečného výstřižku |
L: |
620 |
větší rozměr (délka) konečného výstřižku |
NUZK: |
1.5 |
koeficient nůžek přesné stříhání obdélníku |
TAC: 0.61 minut TBC: 13 minut
Příklad 5:
Pro lisovnu střihat pásy 38 x 1000 z plechu tl.0.5. Z jednoho pásu se lisem dělí 40 ústřižků 38 x 24 mm.
CHAV: |
3 |
charakter výroby je sériový |
POC: |
40 |
počet vyráběných kusů součástí z pásu |
TL: |
0.5 |
tloušťka plechu |
SIR: |
38 |
menší rozměr (šířka) konečného výstřižku (pásu) |
L: |
1000 |
větší rozměr (délka) konečného výstřižku (pásu) |
NUZK: |
0.7 |
koeficient nůžek stříhání pásu |
TAC: 0.01 minut TBC: 11 minut
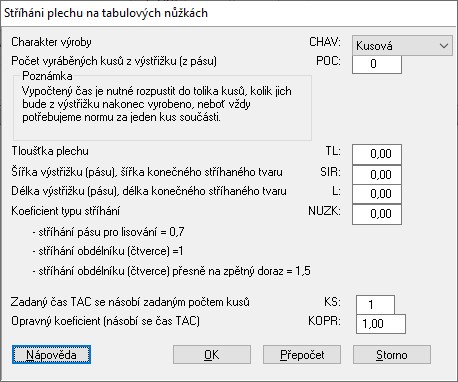
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.