HB-Obrážení svislé
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_HB

Contents
Údaj DAV vyjadřuje shodně jako u jiných činností počet kusů ve výrobní dávce, pro který se norma počítá. Při hodnotě DAV:1 jsou časy za obsluhu
přibližně dvounásobné než při dávce 20 kusů. Se zvětšující se dávkou tento čas klesá k hodnotě potřebné v seřízené sériové výrobě.
Počet současně upnutých a obrážených kusů se zadává do údaje POC. Veškerá ostatní data se zadávají o jediné součásti.
Počet upnutí obrobku se zadává do údaje UP dle pravidel uvedených v tabulce vstupních dat. Pracné je ustavení obrobku do osy otočného stolu bez
přípravku. K hodnotě UP se proto za toto ustavení přičítá hodnota 15. Jeli k dispozici dílenská pomůcka (trn), přičítá se pouze hodnota 5.
Složitost a přesnost operace vyjadřuje součet bodů zadávaný do údaje BODY. Za obrobení pravoúhlé drážky zapichovacím způsobem v běžné přesnosti
se počítá jeden bod, od přesnosti IT11 dva body. Za nezapichované tvary se body přidělují dle uvedených pravidel.
Velikost obrážením vzniklé plochy v cm2 se zadává do údaje PL. V centimetrech se počítá s cílem pracovat s menšími čísly.
Objem odebíraného materiálu se zadává do údaje OB v cm3. Obrážení vnitřních tvarů se provádí po předvrtání (odvrtání) obrobku. V těchto případech
je možné zadávat do údaje OB velikost obrážením vzniklé plochy PL vynásobenou * 0.7 (přídavek na obrážení bývá cca 7 mm na plochu).
Do údaje RA se zadává drsnost opracování. Při obrábění ploch různých drsností se zadává drsnost minimální, případně převažující, nebo se pro každou
drsnost zvolí samostatný výpočet.
Do údaje KW se zadává příkon hlavního motoru obráběcího stroje.
Do údaje KG se zadává přibližná hmotnost do operace vstupujícího polotovaru.
Koeficient obrobitelnosti KOBR násobí strojní čas. Užíváteli v podniku koeficient obrobitelnosti na řeznou rychlost, pak do údaje KOBR je nutné zadávat
hodnotu 1/(Váš koeficient).
Příklad 1:
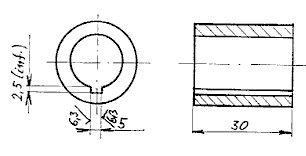
Obrážet drážku načisto.
DAV: |
100 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a obrážených kusů |
UP: |
1 |
jedno upnutí do sklíčidla |
BODY: |
1 |
zapichovaná drážka bez tolerance |
PL: |
3 |
plocha v cm2 = (0.25 + 0.25 + 0.5) * 3 = 3 |
OB: |
0.45 |
objem v cm3 = 0.25 * 0.6 * 3 = 0.45 |
RA: |
6.3 |
drsnost RA |
KN: |
1 |
koeficient nástroje |
KW: |
0.8 |
příkon obráběcího stroje |
KG: |
0.1 |
hmotnost do operace vstupujícího obrobku (přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 1.13 minut TBC: 13 minut
Příklad 2:
Obrážet načisto tvar 60 * 80 a dva čtvercové tvary 25 * 25. Otvory jsou předvrtány.
Obrobek upnout na lišty na otočný stůl dílenskými upínkami.
Upínání UP: Potřebné nastavení obrobku se obvykle provádí otočným stolem, vše se obráží při jediném upnutí. Nastavení obrobku do osy otočného
stolu není potřeba.
Body: Plochy proveditelné jedinou třískou, přestože jsou přerušené, počítáme jako jedinou plochu (viz náčrt, plocha vymezující rozměr 20). Tvar „T"
tvoří 7 rovinných ploch bez tolerance, to znamená 7 * 2 = 14 bodů. Čtvercový tvar tvoří 4 rovinné plochy bez tolerance, to znamená 4 * 2 = 8 bodů.
Body celkem jsou 14 + 8 + 8 = 30
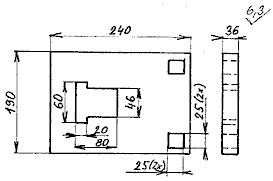
Výpočet plochy PL:
obvod tvaru = 2 * 8 + 2 * 6 = 28
plocha tvaru = 28 * 3.6 = 100.8
obvod čtverce = 4 * 2.5 = 10
plocha obou čtverců = 10 * 3.6 * 2 = 72
Celkem PL = 172.8
Výpočet objemu OB u předvrtaných tvarů je možné provést zavedeným pravidlem:
Objem = plocha * 0.7. V tomto příkladu OB = 172.8 * 0.7 = 120.96
DAV: |
1 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a obrážených kusů |
UP: |
3 |
jediné upnutí dílenskými upínkami |
BODY: |
30 |
součet bodů |
PL: |
170 |
plocha v cm2 |
OB: |
120 |
objem v cm3 |
RA: |
6.3 |
drsnost RA |
KN: |
1 |
koeficient nástroje nože nejsou tvarové |
KW: |
1.5 |
příkon obráběcího stroje |
KG: |
14 |
hmotnost do operace vstupujícího obrobku (přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 115.71 minut TBC: 44 minut
Příklad 3:
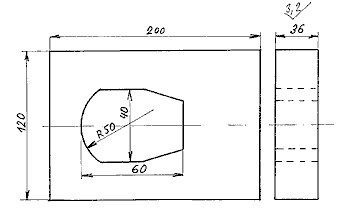
Obrážet předvrtaný tvar střižnice z oceli 19436 (podnikem užívaný koeficient obrobitelnosti je 4) v toleranci - 0.2 - 0.1 (IT9).
Upínání UP: Obrobek je nutné ustavit osou průměru do osy otočného stolu, bez přípravku a dílenské pomůcky. K hodnotě 3 za upnutí dílenskými
upínkami přičteme hodnotu 15.
Body: Vzniká pět rovinných ploch v přesnosti IT9 (5 * 3) a rádiusová plocha Ra 3.2 obrážená kruhovým posuvem (6). Body celkem = 15 + 6 = 21
Plocha PL přibližně = (2 * délka + 2 * šířka) * tloušťka, tzn. (2 * 6 + 2 * 4 ) * 3.6 = 72
Objem OB: Plocha PL * 0.7 = 72 * 0.7 = 50.4
DAV: |
1 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a obrážených kusů |
UP: |
18 |
upínání = 3 + 15 |
BODY: |
21 |
součet bodů |
PL: |
72 |
plocha v cm2 |
OB: |
50 |
objem v cm3 |
RA: |
3.2 |
drsnost RA |
KN: |
1 |
koeficient nástroje |
KW: |
1.5 |
příkon obráběcího stroje |
KG: |
6 |
hmotnost do operace vstupujícího obrobku (přibližná) |
KOBR: |
4 |
koeficient obrobitelnosti |
TAC: 145.81 minut TBC: 36 minut
Příklad 4:
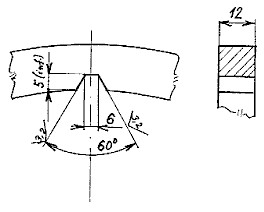
Obrážet 40 tvarových drážek po 9 stupních.
Věnec ustředit do osy otočného stolu a upnout dílenskými upínkami.
Drážky (zuby) se obrážejí tvarovým nožem, nikoliv však zapichovacím způsobem.
Upínání |
Ustavení věnce do osy otočného stolu (15) + jedno upnutí dílenskými pomůckami (3) = 18 |
|||
Body |
Tvar tvoří tři rovinné plochy Ra 3.2 (3 * 3 = 9) a počet shodných tvarů posunutých o úhel je 40. Body celkem jsou: |
|||
Plocha PL: |
obvod tvaru = 0.6 + 0.58 + 0.58 = 1.76 Plochu PL můžeme počítat zjednodušeně: 3 * 0.6 * 1.2 * 40 = 86 |
|||
Objem jednoho tvaru |
střední šířka tvaru (0.9) * hloubka tvaru (0.5) * tloušťka věnce (1.2) = 0.54 Objem OB všech tvarů = 0.54 * 40 = 21.6
|
|||
DAV: |
2 |
kusů ve výrobní dávce |
||
POC: |
1 |
počet současně upnutých a obrážených kusů |
||
UP: |
18 |
upínání |
||
BODY: |
57 |
součet bodů |
||
PL: |
86 |
plocha v cm2 |
||
OB: |
22 |
objem v cm3 |
||
RA: |
3.2 |
drsnost RA |
||
KN: |
0.7 |
koeficient nástroje tvarový (úhlový) nůž |
||
KW: |
1.5 |
příkon obráběcího stroje |
||
KG: |
2.5 |
hmotnost do operace vstupujícího obrobku (přibližná) |
||
KOBR: |
1 |
koeficient obrobitelnosti |
||
TAC: 104.29 minut TBC: 69 minut
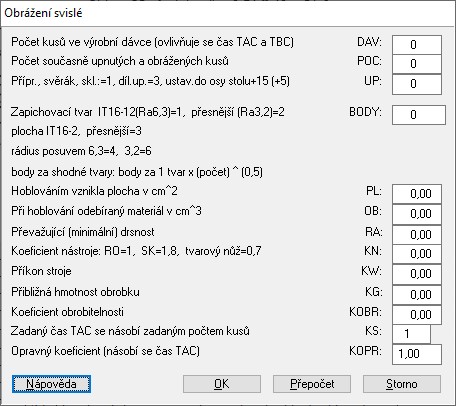
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.