HA-Hoblování a vodorovné obrážení
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_HA

Contents
Činnost HA je univerzální výpočetní činnost pro nejrůznější operace prováděné na hoblovkách a vodorovných obrážečkách. Pro všestranné úhlování
desek a hranolů je určena zjednodušená činnost UH.
Údaj DAV vyjadřuje počet kusů ve výrobní dávce. Při hodnotě DAV:1 jsou časy na obsluhu přibližně dvojnásobné než při dávce 20 kusů. Při větších
dávkách čas za obsluhu mírně klesá k hodnotě potřebné v seřízené výrobě.
Počet současně upnutých a obráběných kusů se zadává do údaje POC. Veškerá ostatní data se zadávají vždy o jedné součásti. Při úhlování menších
desek (pokud nepoužijete činnost UH) je možné upnout několik kusů současně do svěráku jen pro opracování obvodů, nikoliv základen. V těchto
případech zadáme do údaje POC počet současně upnutých kusů vynásobený * 0.7 zaokrouhlený na celé číslo.
Počet upnutí obrobku se zadává do údaje UP dle pravidel uvedených v tabulce vstupních dat. Např. při opracování celého obvodu desky je nutné
obrobek upnout 4x, při upínání ve svěráku je UP:4, při upínání dílenskými upínkami je UP:12. Při opracování skříní a svarků je nejobtížnější ustavení
obrobku do správné polohy. K hodnotě UP za upínání se proto přičítají další hodnoty, které toto ustavování vyjadřují. Např. na svarku obrobit základnu
a dvě rovnoběžné bočnice: Upínání dílenskými upínkami = 3 * 3 = 9, ustavení pro hlavní základnu + 15, pro další základnu + 5.
Celkem UP = 9 + 15 + 5 = 29.
Složitost a přesnost operace vyjadřuje součet bodů zadávaný do údaje BODY:
▪Při opracování desky na šířku a délku na rozměry bez tolerance vznikají čtyři rovinné plochy, t.j. BODY: 4
▪Při obrábění pravoúhlého osazení vznikají dvě rovinné plochy, při běžné přesnosti BODY:2. Když je jeden z rozměrů v toleranci IT11 až 9, pak BODY:3.
Jsouli obě plochy v toleranci IT8 až 7, pak BODY: 8
▪Při obrábění přesné vnitřní drážky vymezuje tuto přesnost jen jedna boční stěna drážky. Druhá boční stěna určuje polohu drážky v obrobku: Může být
bez tolerance (1 bod), nebo přesnější (více bodů dle pravidel). Pro úhlové a tvarové plochy se body počítají dle drsnosti těchto ploch Ra.
Velikost hoblováním vzniklé plochy v cm{bmct dve.bmp} se zadává do údaje PL. U složitějšího tvarování je účelné představit si obráběné tvary rozvinuté
do roviny. S cílem pracovat s menšími čísly se počítá v centimetrech. V některých případech se vyplatí použít pro výpočet plochy a objemu kalkulačku. Při
výpočtech ploch a objemů je nutné při hoblování a obrážení počítat celou délku součásti bez ohledu na to, jeli uprostřed odlehčena.
Do údaje OB (objem) se zadává objem odebíraného materiálu v cm{bmct tri.bmp}. U vnitřních tvarů se šířka násobí hloubkou a délkou, vše v centimetrech.
Při výpočtech objemů vnějších tvarů je možné výpočet provést vynásobením plochy zadané do údaje PL přídavkem na plochu v cm. Například při hoblování
plochy 80 * 850 mm s přídavkem 4 mm na plochu je plocha PL: 8 * 85 = 680 a objem se vypočítá OB: 680 * 0.4 = 272.
Do údaje RA se zadává drsnost opracování. Při hoblování ploch různých drsností se zadává nejnižší, respektive převažující drsnost. Při potřebě drsnosti více
diferencovat je možné použít pro plochy každé drsnosti vlastní výpočet (vlastní činnost).
Při hoblování a vodorovném obrážení je strojní čas obvykle vysoký, užívá se proto vícestrojová obsluha (jeden pracovník obsluhuje dva nebo více strojů).
Počet strojů obsluhovaných jedním pracovníkem se zadává do údaje PSOS.
Koeficient nástroje KN se zadává dle hodnot uvedených v tabulce vstupních dat.
Do údaje KW se zadává příkon hlavního motoru obráběcího stroje.
Do údaje KG se zadává přibližná hmotnost do operace vstupujícího polotovaru.
Koeficient obrobitelnosti KOBR násobí strojní čas. Užíváteli v podniku koeficient na řeznou rychlost, je nutné zadávat hodnotu 1 / (Váš koeficient).
Pro výpočet časů na všestranné úhlování desek a hranolů je určena zjednodušená výpočetní činnost UH. Při výpočtech pomocí této činnosti HA (respektuje
větší počet činitelů trvání) je možné plochu počítat zjednodušeně: plocha desky se násobí x 2.5 pro běžné desky, x 3 pro tlusté desky a x 3.5 pro hranoly.
Objem je možné vypočítat jako rozdíl mezi objemem vstupující a obrobené desky, nebo vynásobením vypočtené plochy PL průměrným přídavkem na opracování
v cm.
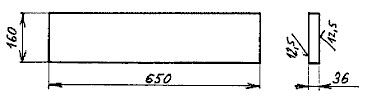
Příklad 1:
Výpalek z plechu 40 * 160 * 650 oboustranně hoblovat na tloušťku 36.
DAV: |
2 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a obráběných kusů |
UP: |
6 |
dvě upnutí dílenskými upínkami |
BODY: |
2 |
vznikají dvě rovinné plochy bez tolerance |
PL: |
2000 |
plocha v cm2 = 16 * 65 * 2 = 2080 |
OB: |
400 |
objem v cm3 = PL * přídavek = 2000 * 0.2 = 400 |
RA: |
12.5 |
drsnost Ra |
PSOS: |
1 |
pracovník obsluhuje jeden stroj |
KN: |
1 |
koeficient nástroje nástroj RO |
KW: |
8 |
příkon obráběcího stroje |
KG: |
35 |
hmotnost vstupujícího polotovaru |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 70.94 minut TBC: 32 minut
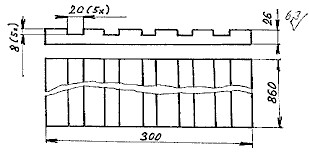
Příklad 2:
V desce hoblovat 5 x drážku širokou 20 mm.
Vznikají shodné tvary posunuté ve směru jediné souřadnice.
Počet bodů za jeden tvar (3) se násobí odmocninou z počtu tvarů (5).
DAV: |
50 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a obráběných kusů |
UP: |
3 |
jedno upnutí dílenskými upínkami |
BODY: |
7 |
za jednu drážku 3 body, BODY=3* 5 =6.7 |
PL: |
1550 |
plocha v cm2 = (2 + 0.8 + 0.8) * 86 * 5 = 1548 |
OB: |
700 |
objem v cm3 = 2 * 0.8 * 86 * 5 = 688 |
RA: |
6.3 |
drsnost Ra |
PSOS: |
1 |
pracovník obsluhuje jeden stroj |
KN: |
1 |
koeficient nástroje – nástroj RO |
KW: |
8 |
příkon obráběcího stroje |
KG: |
54 |
hmotnost vstupujícího polotovaru |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 73.52 minut TBC: 46 minut
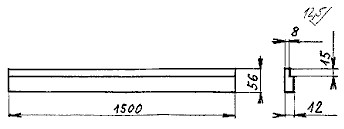
Příklad 3:
Přířez z ploché tyče 12 x 60 oboustranně hoblovat na šířku 56 a načisto hoblovat vybrání na rozměry 8 a 15.
DAV: |
2 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a obráběných kusů |
UP: |
9 |
upínání 3 x dílenskými upínkami |
BODY: |
4 |
vznikají 4 rovinné plochy bez tolerance |
PL: |
600 |
plocha v cm2 = 1.2*150+0.8*150+(1.5 + 0.4)*150 = 585 |
OB: |
160 |
objem v cm3 = 0.4*1.2*150 + 0.4*1.5*150 = 162 |
RA: |
12.5 |
drsnost Ra |
PSOS: |
1 |
počet současně obsluhovaných strojů |
KN: |
1 |
koeficient nástroje – nástroj RO |
KW: |
8 |
příkon obráběcího stroje |
KG: |
9 |
hmotnost vstupujícího polotovaru |
KOBR: |
1 |
koeficient obrobitelnosti na čas |
TAC: 43.11 minut TBC: 24 minut
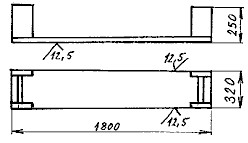
Příklad 4:
Hoblovat základnu svarku a šířku 320 oboustranně.
Do upínání počítáme 3 * dílenské upínky = 9 + 15 za ustavení pro základnu + 5 pro ustavení druhé techn. základny
DAV: |
1 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a obráběných kusů |
UP: |
29 |
upínání |
BODY: |
3 |
tři rovinné plochy bez tolerance |
PL: |
15000 |
plocha v cm2 = (32 + 25 + 25) * 180 = 14670 |
OB: |
6000 |
objem v cm3 = plocha * přídavek = 15000 * 0.4 = 6000 |
RA: |
12.5 |
drsnost Ra |
PSOS: |
3 |
třístrojová obsluha |
KN: |
1.8 |
koeficient nástroje - nože SK |
KW: |
18 |
příkon obráběcího stroje |
KG: |
200 |
hmotnost vstupujícího polotovaru |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 311.04 minut TBC: 90 minut
Příklad 5:
Hoblovat na opracovaném odlitku (technologické základny jsou již opracovány) osové uvolňovací vybrání (3 body), dva uvolňovací zápichy (2 body),
dno (jediné) Ra 1.6 (4 body) a úhly Ra1.6 (12 bodů). Body celkem = 21.

DAV: |
1 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a obráběných kusů |
UP: |
3 |
jedno upnutí dílenskými upínkami |
BODY: |
21 |
součet bodů |
PL: |
12000 |
plocha v cm2 = 60 * 200 = 12000 |
OB: |
6000 |
objem v cm3 = plocha * přídavek na plochu = 12000 * 0.5 |
RA: |
1.6 |
drsnost Ra nejmenší drsnost |
PSOS: |
1 |
počet současně obsluhovaných strojů |
KN: |
1 |
koeficient nástroje nože RO |
KW: |
11 |
příkon obráběcího stroje |
KG: |
450 |
hmotnost vstupujícího polotovaru |
KOBR: |
0.8 |
koeficient obrobitelnosti, litina |
TAC: 674.33 minut TBC: 90 minut
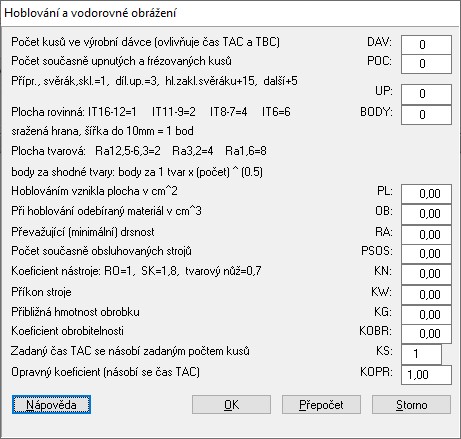
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.