VA-Vrtání, zahlubování, stružení
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_VA

Contents
Činnost VA počítá normy za rýsování, důlčíkování, předvrtání, vrtání, zahlubování, vyhrubování a stružení. Veškeré tyto činnosti obsažené ve výrobní
operaci je možné provést jediným výpočtem. Při vrtání otvorů výrazně rozdílných hloubek je účelné provést samostatné oddělené výpočty. Pro tyto
případy je určen údaj UMIS. Například ve svarku se vrtají v jediné operaci dvě soustavy otvorů rozdílné hloubky. Do první výpočetní činnosti zadáme
UMIS:1 (obrobek se umísťuje na stroj) a do druhého výpočtu zadáme UMIS:0 (obrobek je na stroji již umístěn). Do osy vrtání se ustavuje obrobek
(případně upnutý v přípravku) nebo vřeteno stroje. Při vrtání na frézkách se ustavuje obrobek, ale strojně posuvem stolu. Vstupní údaj VRET proto
rozlišuje ruční a strojní ustavení otvorů do osy. Při ručním ustavení je VRET=0, při strojním (najetí vřetenem nebo strojem) je VRET=1.
Údaj ZNAC vyjadřuje čas za rýsování a důlčíkování os otvorů. Při vrtání v přípravku, nebo dle důlčíků již provedených v předchozí operaci se zadává
ZNAC:0. Počet soustav shodných otvorů (druhů otvorů) se zadává do údaje SOUS. Soustavu otvorů tvoří shodné rovnoběžné otvory vrtané z jedné
strany a shodné radiální otvory posunuté o úhel. Počet všech obráběných otvorů se zadává do údaje POC. Je to počet os otvorů. Například otvor může
být osazený, zahloubený a stružený, počítá se však jako jeden otvor. Do údaje BODY se zadává součet bodů dle pravidel v tabulce vstupních dat.
Za průchozí jen vrtaný otvor se žádné body nepočítají. Například: Vrtat a stružit
▪10 x pr. 8H7 (10 * 4body)
▪4 x pr.12H11 (4 * 3body)
▪20 x pr. 8.4 (žádné body)
Celkem BODY = 40 + 12 = 52
Do údaje PRUM se zadává součet všech vrtaných průměrů. U osazených otvorů (nikoliv zapuštění pro hlavu šroubu) se započítává maximální průměr.
Například vrtat 10 x pr. 30/20 a 8 x pr. 10 : PRUM = 300 + 80 = 380 Hloubka (délka) vrtání se zadává do údaje HL. U průchozích otvorů se zadává
tloušťka obrobku (například plechu). Při vrtání otvorů různých hloubek se zadá odhadnutá převažující hloubka, nebo je možné pro otvory jiné hloubky
zvolit samostatný výpočet. Délka obrobku (maximální rozměr v třírozměrném prostoru) se zadává do údaje LS. Procento při vrtání odebíraného materiálu
se zadává do údaje UBER. Při vrtání do plna je hodnota 100. U předvrtaných, předlitých nebo jinak předzpracovaných otvorů je možné procento odhadnout,
nebo vypočítat. Výpočet můžeme provést zjednodušeně: UBER = 100 * (D{bmct dve.bmp} d) / D{bmct dve.bmp}.
Například převrtat otvor průměr 20 na průměr 40: UBER = 100 * (1600 400) / 1600 = 75
Příklad 1:
Na hřídeli dle značení provedeného v předchozí operaci vrtat a stružit v průměru 25 jeden průchozí otvor průměru 8H7. Materiál je 19191.0, obrobitelnost
11b, KOBR = 2. Předpokládaná velikost výrobní dávky je 100 kusů.
DAV: |
100 |
počet kusů ve výrobní dávce |
UMIS: |
1 |
obrobek je nutné umístit a upnout |
VRET: |
0 |
osy se nastavují ručně |
SOUS: |
1 |
počet soustav shodných otvorů |
POC: |
1 |
počet obráběných otvorů (os otvorů) |
BODY: |
4 |
1 x průměr IT8 |
ZNAC: |
0 |
rýsovat a značit NE |
PRUM: |
8 |
součet průměrů všech otvorů, jediný otvor průměr 8 |
HL: |
25 |
hloubka vrtání, průchozí otvor hluboký 25 mm |
LS: |
126 |
délka obrobku |
KG: |
0.9 |
hmotnost obrobku |
UBER: |
100 |
procento odebíraného materiálu (vrtání do plna) |
KOBR: |
2 |
koeficient obrobitelnosti, 19191.0, skupina obr. 11b |
TAC: 2.59 minut TBC: 11 minut
Příklad 2:
V hřídeli na průměru 25 značit, vrtat a stružit průchozí otvor 8H8. Materiál je 19191.0, obrobitelnost 11b, KOBR = 2. Kusová výroba, předpokládaná
(skutečná) výrobní dávka je 1 kus.Rozdíl proti předchozímu příkladu je v sériovosti (DAV=100 nebo 1 kus) a v rýsování a značení pro vrtání, které se
provádí jen ve druhém příkladu.
DAV: |
1 |
počet kusů ve výrobní dávce |
UMIS: |
1 |
obrobek je nutné umístit na stroj |
VRET: |
0 |
otvory se nastavují ručně |
SOUS: |
1 |
počet soustav shodných otvorů |
POC: |
1 |
počet obráběných otvorů (os otvorů) |
BODY: |
4 |
1 x průměr IT8 |
ZNAC: |
1 |
rýsovat a značit |
PRUM: |
8 |
součet průměrů všech otvorů, jediný otvor průměr 8 |
HL: |
25 |
hloubka vrtání, průchozí otvor hluboký 25 mm |
LS: |
126 |
délka obrobku |
KG: |
0.9 |
hmotnost obrobku |
UBER: |
100 |
procento odebíraného materiálu (vrtání do plna) |
KOBR: |
2 |
koeficient obrobitelnosti, 19191.0, skupina obr. 11b |
TAC: 6.25 minut TBC: 16 minut
Příklad 3:
V součásti z oceli 11600 rýsovat, značit a vrtat dva průchozí otvory průměr 14 do hloubky 160. Koeficient obrobitelnosti KOBR=1.
DAV: |
20 |
počet kusů ve výrobní dávce |
UMIS: |
1 |
obrobek se umístí na stroj |
VRET: |
0 |
osy se nastavují ručně |
SOUS: |
1 |
počet soustav shodných otvorů |
POC: |
2 |
počet obráběných otvorů (os otvorů) |
BODY: |
0 |
jen vrtané průchozí otvory |
ZNAC: |
1 |
rýsovat a značit |
PRUM: |
28 |
součet průměrů všech otvorů, 2*14=28 |
HL: |
160 |
hloubka vrtání |
LS: |
230 |
délka obrobku |
KG: |
8 |
hmotnost obrobku |
UBER: |
100 |
procento odebíraného materiálu (vrtání do plna) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 15.05 minut TBC: 16 minut
Příklad 4:
Ve výstřižku z plechu 3 x 250 x 320 značit, vrtat a stružit průchozí otvory:
▪12 x pr. 2.5
▪8 x pr. 3.2
▪4 x pr. 3H8
DAV: |
50 |
počet kusů ve výrobní dávce |
UMIS: |
1 |
obrobek se umístí na stroj |
VRET: |
0 |
osy se nastavují ručně |
SOUS: |
3 |
počet soustav shodných otvorů (3 soustavy) |
POC: |
24 |
počet obráběných otvorů (os otvorů):12+8+4=24 |
BODY: |
16 |
4 x průměr IT8 |
ZNAC: |
1 |
rýsovat a značit |
PRUM: |
68 |
součet průměrů:12*2.5 + 8*3.2 + 4*3 = 67.6 |
HL: |
3 |
hloubka vrtání, průchozí otvory v plechu tl. 3 mm |
LS: |
320 |
délka obrobku |
KG: |
2 |
hmotnost obrobku |
UBER: |
100 |
procento odebíraného materiálu (vrtání do plna) |
KOBR: |
1 |
koeficient obrobitelnosti, 11523.0 |
TAC: 29.91 minut TBC: 21 minut
Příklad 5:
V ocelové desce z mat. 11600 23 x 230 x 385 značit, vrtat a stružit:
-24 x průchozí otvor pr. 30H7
-8 x slepý osazený otvor průměr 20/10 do hloubky 18
-
BODY: |
24 x průměr IT7 (24*4=96) + 8 x slepý otvor (8*1=8) + 8 x osazený otvor (8*1=8) |
PRUM: |
24 x 30 + 8 x 20 = 720 + 160 = 880 |
DAV: |
2 |
počet kusů ve výrobní dávce |
UMIS: |
1 |
obrobek se umístí na stroj |
VRET: |
1 |
na osy otvorů se najíždí vřetenem vrtačky |
SOUS: |
2 |
počet soustav shodných otvorů (dvě soustavy) |
POC: |
32 |
počet obráběných otvorů (24 + 8 os otvorů) |
BODY: |
112 |
Body |
ZNAC: |
1 |
rýsovat a značit |
PRUM: |
880 |
součet průměrů všech otvorů |
HL: |
23 |
hloubka vrtání, menší hl. osmi otvorů je zanedbána |
LS: |
385 |
délka obrobku |
KG: |
16 |
hmotnost obrobku |
UBER: |
100 |
procento odebíraného materiálu (vrtání do plna) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 143.44 minut, TBC: 24 minut
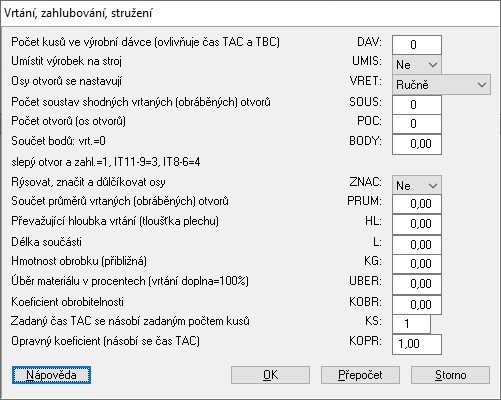
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.