UN-Stříkání nátěrových hmot
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_UN

Contents
Podle zadaných vstupních dat je možné výpočet provádět pro různé pracovní a technologické postupy při stříkání nátěrů. Na základě zadané hodnoty
údaje UPR je do výpočtu zahrnuta úprava povrchu před stříkáním základního nátěru. Stříkání základního nátěru je započítáno vždy pro zadané
stříkané plochy PLE (vnější) a PLI (vnitřní). Velikosti ploch se zadávají odhadnuté v decimetrech čtverečných.
Jestliže je nutné před stříkáním vrchního nátěru některé plochy tmelit, zadejte počet vrstev tmelení (bez stříkání tmelu) do údaje PTM a přibližnou
velikost tmelené plochy v decimetrech čtverečných do údaje PLT. Mezioperační broušení jednotlivých vrstev tmele i konečné broušení po tmelení je
počítáno automaticky. Jeli nutné stříkání součásti stříkacím tmelem, zadejte STM = 1. Počet vrchních stříkaných nátěrů se zadá do údaje PVN. Ve
výpočtu je uvažován vrchní nátěr vnějších i vnitřních zadaných ploch. Provádíli se jen základní nátěr, je PVN = 0. Čas za přenášení či převážení
součástí na pracoviště a nastříkaných součástí do sušícího prostoru závisí na organizaci práce a technologickém vybavení lakovny, které může být v
jednotlivých případech velmi různé. Proto jsme zavedli vstupní údaj UM, kam zadáte celkový počet umístění na pracovní plochu a do sušícího prostoru.
Přemisťujeli součásti režijní pracovník, je UM = 0. Počet současně přemisťovaných součástí zadejte do údaje SOU. I v případě, že manipulaci do výpočtu
nezahrnujete, je nutné zadat SOU:1. Protože ochrana otvorů a ploch může být velmi rozmanitá, zvolili jsme zjednodušeně přímé zadání odhadnutého
času do údaje CHR. Zadaná hodnota se přičte k ostatním automatizovaně vypočteným složkám času TAC. Důležitým činitelem trvání je složitost součástí.
Složitost vyjadřuje určitý stupeň členitosti povrchu dílce a tím i obtížnost provedení operace. Složitost dílce se zadává do údaje SL. Jedná se o koeficient,
kterým se násobí časy TAC za technologické úkony. V souladu s celostátními normativy používáme tři základní stupně složitosti:
1.stupeň složitosti - nejjednodušší součásti s rovnými nebo jen zaoblenými plochami
SL = 0.7.
2.stupeň složitosti - dílce s malými přechodovými radiusy (hranami)
SL = 1
3.stupeň složitosti dílce s ostrými úhly v přechodech jednotlivých ploch, např. frémy strojů a stojany složitých přístrojů.
SL = 1.3
U dílců, kde složitost povrchu nelze zařadit do uvedených základních stupňů, nebo je různá pro jednotlivé použité technologie (např. stříkání vnějších a vnitřních
ploch nebo tmelení), je možné zadat odvozenou (průměrnou) hodnotu koeficientu SL.
Příklad 1:
Stříkat základní barvou palivovou nádrž motocyklu.
DAV: |
500 |
počet kusů ve výrobní dávce |
UPR: |
2 |
před nátěrem brousit nerovná místa po fosfátování |
PTM: |
0 |
netmelí se |
STM: |
0 |
nestříká se stříkacím tmelem |
PVN: |
0 |
vrchní nátěry se neprovádí |
UM: |
3 |
jedno umístění na prac. stůl pro broušení + jedno umístění ve stříkací kabině + jedno umístění do sušící pece |
SOU: |
40 |
součásti se přemisťují v pojízdné přepravce po 40ti kusech |
PLE: |
30 |
přibližná plocha nádrže je 30 dm2 |
PLI: |
0 |
stříká se jen vnější povrch |
PLT: |
0 |
netmelí se |
CHR: |
0.2 |
nasunout a sundat ochrannou masku |
KG: |
2.5 |
přibližná hmotnost dílce |
SL: |
1 |
II. stupeň složitosti |
TAC: 2.66 minut TBC: 15 minut
Příklad 2:
Stříkat základní barvou, tmelit a stříkat vrchní barvou kryt stroje.
DAV: |
10 |
počet kusů ve výrobní dávce |
UPR: |
1 |
součást odmastit |
PTM: |
3 |
tmelit vnější plochu 3x |
STM: |
0 |
stříkání tmelem se neprovádí |
PVN: |
1 |
stříkání vrchní barvou se provádí jednou |
UM: |
0 |
převážení součástí provádí režijní pracovník |
SOU: |
1 |
údaj je nutné vždy vyplnit, i když čas za manipulaci nebude počítán |
PLE: |
80 |
vnější plocha dílce v dm2 |
PLI: |
0 |
stříká se jen vnější plocha |
PLT: |
50 |
tmelená plocha v dm2 |
CHR: |
0.18 |
nasadit a vyjmout zátky z dvou otvorů |
KG: |
18 |
přibližná hmotnost dílce |
SL: |
1 |
II. stupeň složitosti |
TAC: 54.95 minut TBC: 22 minut
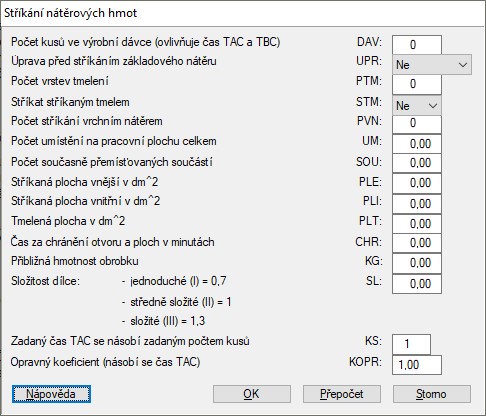
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.