ST-Profil, trubka vstupující do svařence, souhrnná norma
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_ST

Contents
Při kalkulaci cen kusově vyráběných svařovaných výrobků není dostatek času ani kapacit na vypracování technologických postupů a výpočet norem pro
jednotlivé operace. Výrobní postup se obvykle volí nebo upřesňuje až ve výrobním týmu svářečů a montážních specialistů. Pro rychlé zjištění pracnosti
svařovaných sestav i celých výrobků jsou určeny souhrnné výpočetní činnosti pro předkalkulace svařovaných výrobků:
▪SP pracnost výroby a svařování součásti vyráběné z plechu
▪SR totéž součásti vyráběné z ploché tyče
▪SS totéž součásti vyráběné z kruhové, 6HR a 4HR tyče
▪ST totéž součásti vyráběné z trubky nebo profilu
Každý výpočet vyjadřuje čas na dělení, rovnání, obrábění před svařováním, úpravu hran pro svařování, ustavení s ostatními svařovanými pozicemi, stehování,
svařování a úpravu svařence. Počet kusů jedné pozice je možné zadat do údaje KS. Jeli svařenec sestaven jen ze svařovaných dílců, jeho výrobní pracnost je
součtem takto vypočtených časů za každou pozici. Čas na opracování svařenců je nutné počítat pomocí činností HA, SA, FA a případně VS.
U svařovaných výrobků se vyskytují také vyráběné součásti, které nejsou přivařeny, nýbrž mechanicky spojeny. Pro zrychlení výpočtu času výroby těchto
součástí je určena souhrnná činnost SW, která počítá pracnost výroby celé součásti (všech operací) jediným souhrnným výpočtem. Pro výpočet času za
mechanickou montáž vyráběných a nakupovaných položek je určena činnost SM.
Možný postup při předkalkulaci svařovaného výrobku:
1.pro každý řádek rozpisky zvolit příslušnou činnost dle druhu polotovaru (SP SR SS ST)
2.vypočítat pracnost opracování svařence (HA, SA, FA, VS)
3.čas na výrobu každé nesvařované součásti vypočítat pomocí činnosti SW (případně přesněji pomocí příslušných činností)
4.vypočítat čas za mechanickou montáž vyráběných i nakupovaných položek (SM).
5.
Výsledné časy program sečte.
Výpočet pracnosti velkých svařovaných konstrukcí je příliš pracný i tímto rychlým způsobem. Pro tyto konstrukce je určena výpočetní činnost SV.
Je to empirický vztah, který diferencuje kilogramové ceny.
Vstupní údaje pro činnost SP (plech):
Šířka součásti SIR a délka L je obvykle uvedena v rozpisce. Délka pálení tvaru plechu se vyjadřuje v procentech z obvodových rozměrů SIR a L údajem
PROB. Při pálení celého obvodu plechu se zadá PROB:100. Při pálení mezikruží se zadá odhad, například PROB:150. V některých případech je účelné
provést výpočet. Počet střihů na tabulových nůžkách se zadává do údaje POCS. Při střihání obdélníku je POCS:4, při střihání obdélníku s úkosem je POCS:5.
Při střihání většího počtu shodných kusů se nejdříve stříhá pás, takže počet střihů na jeden kus je nižší. V těchto případech je možné zadávat počet střihů
pro jeden kus POCS:3. Některé tvary se řežou pásovou pilou, nebo se v tenkém plechu stříhají univerzálními střižníky na lisu. Délku těchto tvarů zadáme
do údaje LTV. Délka ručního obrušování obvodů plechů se vyjadřuje rovněž procentuálně (jako pálení tvarů) údajem PRBR. Při zabrušování celého obvodu
se zadává PRBR:100 Zadávání údajů TL (tloušťka plechu), POH (počet ohybů), POT (počet vrtaných otvorů), SKR (skružování), LHR (délka hran sražených
pro sváření) je zřejmé z tabulky vstupních dat. Pokud se srážení hran pro sváření provádí na frézce nebo na jiném obráběcím stroji, zadá se LHR:0 a čas
za srážení se počítá pomocí údajů PSTR a PL. Některé součásti je nutné před svařováním hoblovat, frézovat, soustružit, nebo obrážet. Počet těchto
obráběcích operací se zadává do údaje PSTR (počet operací, strojů). Do údaje PL (plocha) se zadává obráběním vznikající plocha v CM2 celkem. Například
na součásti se před svařováním soustruží průměr s plochou 1000 CM{bmct dve.bmp} a frézuje se plocha 500 CM{bmct dve.bmp}. Zadáme PSTR:2 a PL:1500.
Do délky svarů LSVA zadáváme délku veškerých svarů na součásti v CM. Například na vodorovnou desku přivařujeme kolmou stojinu oboustranně v délce
200 mm: Délka svaru LSVA je u desky i stojiny 20+20=40 CM. Svařenec tohoto typu má obvykle ještě zpevňovací oboustranně přivařená žebra. Délky těchto
(a dalších) svarů se přičtou. Počet do jednoho svařence svařovaných pozic, vyráběných i nakupovaných, se zadává do údaje POC. Na některých výkresech je
nakresleno více samostatných vzájemně jen mechanicky spojených svařenců. Při výpočtu je nutné zjistit, kolik pozic tvoří svařenec, jehož součást počítáme.
Například se svařovaným výrobkem mechanicky spojené víko je svařeno pouze ze dvou pozic, takže u součástí víka zadáme POC:2.
Vstupní údaje pro činnost SR (plochá tyč) :
Vstupní údaje jsou podobné jako u plechů. Čas za dělení tyče na délku je zahrnut automatizovaně, do délky pálení tvarů LPAL ani do délky tvarů řezaných
pásovou pilou LTV se nezadává.
Vstupní údaje pro činnost SS (kruhová, 6HR a 4hr. tyč) a ST (trubka, profil) :
Vstupní údaje jsou podobné, jako u plechů. U profilů přistupuje údaj UHK (nepravé konce profilů), neboť příruby, rámy a podobně bývají zakončeny úkosy,
jejichž výroba je pracnější.
Příklad výpočtu pracnosti svařence
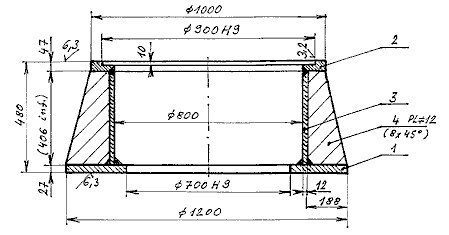
Zhotovit svařenec dle výkresu. Na svařenci soustružit dolní základnu s vnitřním průměrem 700 H9 a horní desku s vnitřním průměrem 900 H9.
4 |
Žebro |
11373 |
Plech 12 x 188 x 406 |
8 |
3 |
Věnec skroužený |
11373 |
Plech 12 x 406 x 2574 |
1 |
2 |
Deska horní |
11373 |
Plech 50 x 1000 x 1000 |
1 |
1 |
Základna |
11373 |
Plech 30 x 1200 x 1200 |
1 |
poz. |
Název |
materiál |
rozměr |
kusů |
TĚLESO 180241 |
||||
Příklad svařence:
Základna, poz. 1
Základna se vyrábí z plechu, volíme výpočetní činnost SP.
Šířka součásti SIR i délka L jsou 1200.
Z plechu se pálí mezikruží průměr 1200/690 (přídavek na soustružení svařence). Procento páleného obvodu PROB se počítá nebo odhaduje ze zadaných
obrysových rozměrů SIR a L. V tomto příkladu je obvod obrysových rozměrů 4 x 120 cm, tj. 480 cm. Obvod páleného mezikruží je 3.14 x (120 + 69) = 594.
Hodnota PROB je obvod pálený dělený obvodem obrysovým násobený stem. PROB = 100 * 594 / 480 = 124. Délka svarů na součásti LSVA:
▪s pozicí 3 = 3.14 x 80 x 2 = 500 (dva svary průměru 800)
▪s pozicí 4 = 2 x 19 x 8 = 300 (každé žebro oboustranně, žeber je 8 kusů)
Délka svarů na poz. 1 celkem je 500 + 300 = 800 cm
Počet pozic svařence, do kterého Základna vstupuje, je 4. (Základna, Deska horní, Věnec skroužený, Žebro).
SIR: |
1200 |
šířka součásti (rozvinutého tvaru) |
L: |
1200 |
délka součásti |
PROB: |
124 |
procento páleného obvodu |
POCS: |
|
počet střihů na nůžkách (žádné) |
LTV: |
|
délka nepálených a nestříhaných tvarů (lis, pila) |
PRBR: |
|
procento ručně obrušovaného obvodu (neobrušuje se) |
TL: |
30 |
tloušťka plechu |
POH: |
|
počet ohybů (žádný) |
SKR: |
|
skružování (není) |
POT: |
|
počet vrtaných otvorů před svařováním (žádný) |
PSTR: |
|
počet obráběcích operací před svařováním (žádné) |
PL: |
|
obráběná plocha před svařováním (žádná) |
LHR: |
|
délka hran sražených pro svary (hrany se nesrážejí) |
LSVA: |
800 |
délka svarů na součásti celkem v cm |
POC: |
4 |
počet pozic svařence, do kterého díl vstupuje |
KS: |
1 |
počet kusů poz. 1 |
TAC: 1097.84 minut TBC: 302 minut
Vypočtené časy zahrnují veškerou pracnost výroby i montáže Základny poz. 1 kromě opracování svařence.
Příklad svařence:
Deska horní, poz. 2
Deska se vyrábí z plechu, volíme výpočetní činnost SP.
Šířka součásti SIR i délka L jsou 1000. Mezikruží se pálí na průměr 1000/790. Výpočet PROB v centimetrech:
▪Obrysový obvod je 4 x 100 = 400 CM
▪Pálený obvod je 3.14 x 100 + 3.14 x 79 = 314 + 250 = 564 cm.
PROB = 100 * 564 / 400 = 141
Na součásti se sráží hrana pro svar na průměru 800. Délka hran sražených pro svary se zadává v centimetrech do údaje LHR. V tomto příkladu
LHR = 3.14 x 80 = 250 cm.
Délka svarů na součásti LSVA:
▪s pozicí 3 = 3.14 x 80 = 250 (jeden svar průměr 800)
▪s pozicí 4 = 2 x 9 x 8 = 144 (každé žebro oboustranně, žeber je 8 kusů)
Délka svarů na poz. 2 celkem je 250 + 144 = 394 cm.
Počet pozic svařence, do kterého Deska horní vstupuje, je 4. (Základna, Deska horní, Věnec skroužený, Žebro.)
SIR: |
1000 |
šířka součásti (rozvinutého tvaru) |
L: |
1000 |
délka součásti |
PROB: |
141 |
procento páleného obvodu |
POCS: |
|
počet střihů na nůžkách (žádné) |
LTV: |
|
délka nepálených a nestřihaných tvarů (lis, pila) |
PRBR: |
|
procento ručně obrušovaného obvodu (neobrušuje se) |
TL: |
50 |
tloušťka plechu |
POH: |
|
počet ohybů (žádný) |
SKR: |
|
skružování (není) |
POT: |
|
počet vrtaných otvorů před svařováním (žádný) |
PSTR: |
|
počet obráběcích operací před svařováním (žádné) |
PL: |
|
obráběná plocha před svařováním (žádná) |
LHR: |
250 |
délka hran sražených pro svary |
LSVA: |
394 |
délka svarů na součásti celkem v CM |
POC: |
4 |
počet pozic svařence, do kterého díl vstupuje |
KS: |
1 |
počet kusů poz. 2 |
TAC: 1225.09 minut TBC: 305 minut
Vypočtené časy zahrnují veškerou pracnost výroby i montáže Desky horní poz. 2 kromě opracování svařence.
Příklad svařence:
Věnec skroužený, poz. 3
Věnec se vyrábí z plechu, volíme výpočetní činnost SP.
Šířka součásti SIR i délka rozvinutého L jsou obvykle uvedeny v rozpisce.
K dispozici jsou nůžky pro stříhání plechu tl. 12 mm, obvod se nebude pálit, nýbrž střihat. Počet střihů na nůžkách POCS=4.
Plech se skružuje do válce, SKR=1
Před skružováním je nutné na obou koncích plechu srazit hrany z obou stran pro svaření věnce, to znamená LHR=4 x 40.6 = 160 CM.
Pro svařování hotového věnce s poz. 2 se sráží jedna hrana na průměru 800, t zn. LHR = 3.14 x 80 = 250 cm.
LHR celkem = 160 + 250 = 410 cm.
Délka svarů na součásti LSVA:
▪svařování vlastního věnce = 4 x 40.6 = 160 cm
▪s pozicí 1 = 2 x 3.14 x 80 = 500 cm
▪s pozicí 2 = 1 x 3.14 x 80 = 250 cm
▪s pozicí 4 = 2 x 40.6 x 8 = 650 cm
(každé žebro oboustranně, žeber je 8 kusů)
Délka svarů na poz. 3 celkem = 1560 cm
Počet pozic svařence, do kterého Věnec skroužený vstupuje, je 4. (Základna, Deska horní, Věnec skroužený, Žebro.)
SIR: |
406 |
šířka součásti (rozvinutého tvaru) |
L: |
2574 |
délka součásti |
PROB: |
|
procento páleného obvodu (žádný) |
POCS: |
4 |
počet střihů na nůžkách |
LTV: |
|
délka nepálených a nestřihaných tvarů (lis, pila) |
PRBR: |
|
procento ručně obrušovaného obvodu (neobrušuje se) |
TL: |
12 |
tloušťka plechu |
POH: |
|
počet ohybů (žádný) |
SKR: |
1 |
skružování (skružuje se válec) |
POT: |
|
počet vrtaných otvorů před svařováním (žádný) |
PSTR: |
|
počet obráběcích operací před svařováním (žádné) |
PL: |
|
obráběná plocha před svařováním (žádná) |
LHR: |
410 |
délka hran sražených pro svary |
LSVA: |
1560 |
délka svarů na součásti celkem v CM |
POC: |
4 |
počet pozic svařence, do kterého díl vstupuje |
KS: |
1 |
počet kusů poz. 3 |
TAC: 970.83 minut TBC: 144 minut
Vypočtené časy zahrnují veškerou pracnost výroby i montáže Věnce skrouženého poz. 3.
Příklad svařence:
Žebro, poz. 4
Žebro se vyrábí z plechu, volíme výpočetní činnost SP.
Šířka součásti SIR i délka rozvinutého L jsou obvykle uvedeny v rozpisce.
K dispozici jsou nůžky pro stříhání plechu tl. 12 mm, obvod se nebude pálit, nýbrž stříhat. Počet střihů na nůžkách POCS by byl při stříhání jediného
kusu pět (obdélník a úkos). Při stříhání většího počtu kusů zadáváme POCS=3.
Hrany pro svařování se nesrážejí, LHR=0.
Délka svarů na součásti LSVA (oboustranné svary):
▪s pozicí 1 = 2 x 19 = 38 cm
▪s pozicí 2 = 2 x 9 = 18 cm
▪s pozicí 3 = 2 x 40.6 = 81 cm
Délka svarů na jednom kusu poz. 4 celkem = 137 cm
Počet kusů jediné pozice (žeber je 8 kusů) se zadá do údaje KS.
Počet pozic svařence, do kterého Věnec skroužený vstupuje, je 4. (Základna, Deska horní, Věnec skroužený, Žebro).
SIR: |
188 |
šířka součásti (rozvinutého tvaru) |
L: |
406 |
délka součásti |
PROB: |
|
procento páleného obvodu (žádný) |
POCS: |
3 |
počet střihů na nůžkách |
LTV: |
|
délka nepálených a nestřihaných tvarů (lis, pila) |
PRBR: |
|
procento ručně obrušovaného obvodu (neobrušuje se) |
TL: |
12 |
tloušťka plechu |
POH: |
|
počet ohybů (žádný) |
SKR: |
|
skružování (neskružuje se) |
POT: |
|
počet vrtaných otvorů před svařováním (žádný) |
PSTR: |
|
počet obráběcích operací před svařováním (žádné) |
PL: |
|
obráběná plocha před svařováním (žádná) |
LHR: |
|
délka hran sražených pro svary (žádné sražení) |
LSVA: |
137 |
délka svarů na součásti celkem v CM |
POC: |
4 |
počet pozic svařence, do kterého díl vstupuje |
KS: |
8 |
počet kusů poz. 4 |
TAC: 245.60 minut TBC: 13 minut
Vypočtené časy zahrnují veškerou pracnost výroby i montáže osmi kusů Žeber poz. 4.
Příklad svařence:
Soustružení základen a vnitřních průměrů.
Pro soustružení ploch na tělesech je určena činnost SA, do které se zadává soustružením vznikající plocha v cm2 a při soustružení odebíraný objem
materiálu v cm3. Pro zjednodušení práce je účelné provést výpočet pomocí dvou nebo více činností. V uvedeném příkladu je možné provést samostatné
výpočty pro soustružení Základny a Desky horní.
A) Základna
Těleso upínáme dílenskými upínkami a musíme je vyrovnat pro opracování technologické základny. Hodnota UP je 3 (jedno upnutí) + 15 (vyrovnání
tělesa). Celkem UP=18.
Vnější průměr nesoustružíme, body BE=0. Soustružíme vnitřní průměr 700 H9, za průměr v toleranci IT169 je jeden bod, BI=1.
Za čela (kromě drsnosti 1.6) žádné body nedáváme.
Soustružením vznikající plocha se počítá ve čtverečných centimetrech. U čelních mezikruží plochu počítáme 0.8*(D2d2).
V našem příkladu má soustružením vznikající plocha základny plochu 0.8*(1202702), tj. 7600 cm2.
Plocha průměru se počítá 3.14*D*L. V našem příkladu má průměr 700H9 plochu 3.14*70*2.7=600. Plocha PL celkem = 7600 + 600 =8200 cm2.
Objem OB je výhodné počítat vynásobením plochy PL přídavkem na plochu v cm. V našem příkladu 8200x0.3=2460. V rámci opracování ploch je
započteno i odebrání běžného přídavku, který program od zadaného objemu OB odečítá. To znamená, že při běžných přídavcích na plochu zadaná
hodnota OB čas neovlivňuje, takže se nemusí ani zadávat. Při výpočtech je možné účelnost zadávání objemu OB vyzkoušet.
DAV: |
1 |
počet kusů ve výrobní dávce, vliv sériovosti |
POC: |
1 |
počet současně upnutých kusů |
UP: |
18 |
jedno upnutí upínkami + ustavení tělesa |
BE: |
|
vnější průměry se nesoustruží |
BI: |
1 |
soustruží se jeden vnitřní průměr v toleranci H9 |
KG: |
400 |
hmotnost vstupujícího polotovaru přibližná |
TS: |
1 |
typ stroje, univerzální soustruh |
PRUM: |
1200 |
maximální oběžný průměr vstupujícího polotovaru |
L: |
486 |
délka vstupujícího polotovaru (osová) |
PL: |
8200 |
soustružením vzniklá plocha v CM{bmct dve.bmp} |
OB: |
2460 |
při soustružení odebraný objem v CM{bmct tri.bmp} |
ZAV: |
|
průměr x délka závitu v CM (žádný závit) |
KW: |
18 |
příkon hlavního motoru soustruhu |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 123.77 minut TBC: 30 minut
Příklad svařence:
Soustružení základen a vnitřních průměrů.
B) Deska horní
Těleso upínáme dílenskými upínkami, technologická základna je již opracovaná. Hodnota UP=3. Vnější průměr nesoustružíme, body BE=0. Soustružíme
vnitřní průměr 900 H9, za průměr v toleranci IT169 je jeden bod, BI=1. Za čela (kromě drsnosti 1.6) žádné body nedáváme.
Soustružením vznikající plochu dvou čelních ploch pr.1000/900 a pr. 900/800 můžeme počítat společně: 0.8 x (1002802) = 2880 cm2.
Průměr 900 H9 má plochu 3.14x90x1 = 283 CM2.
Soustružením vznikající plocha celkem PL = 2880+283 = 3163 cm2.
Objem OB odebíraný Desce horní je
▪0.8 x (1002 802) x 0.3 = 864 cm3 (horní základna)
▪0.8 x ( 902 802) x 1 = 1360 cm3 (pr. 9000x10)
▪celkem = 2224 cm3
▪
DAV: |
1 |
počet kusů ve výrobní dávce, vliv sériovosti |
POC: |
1 |
počet současně upnutých kusů |
UP: |
3 |
jedno upnutí upínkami |
BE: |
|
vnější průměry se nesoustruží |
BI: |
1 |
soustruží se jeden vnitřní průměr v toleranci H9 |
KG: |
400 |
hmotnost vstupujícího polotovaru přibližná |
TS: |
1 |
typ stroje, univerzální soustruh |
PRUM: |
1200 |
maximální oběžný průměr vstupujícího polotovaru |
L: |
486 |
délka vstupujícího polotovaru (osová) |
PL: |
3163 |
soustružením vzniklá plocha v cm2 |
OB: |
2224 |
při soustružení odebraný objem v cm3 |
ZAV: |
|
průměr x délka závitu v cm (žádný závit) |
KW: |
18 |
příkon hlavního motoru soustruhu |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 55.14 minut TBC: 30 minut
Poznámka:
Pracnost výroby svařence uvedeného v příkladu je součtem časů za výrobu pozic 1, 2, 3, 4 a času za soustružení. Součet provede program.
Dialogové okno pro zadání parametrů

Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.