FC-Frézování tvarů na NC - hrubování čelní frézou
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_FC

Contents
Činnost FC je určena pro výpočet času na hrubování čelní válcovou frézou.
Výpočet časů za frézování vložek forem je určený pro rychlý výpočet před vypracováním řídícího programu, obvykle pro kalkulace nabídek k výrobě.
Výpočet je rozdělený do čtyř činností (druhů) označených FC, FD, FE, FF. Každá činnost má vlastní formulář pro zadání vstupních dat, některé zadávané
údaje jsou shodné. Výpočet času za frézování tvaru vložky formy je tak rozložený do několika dílčích výpočtů, jejichž výsledky jsou v rámci operace
sečteny.
Užívané stroje mají různé maximální otáčky vřetene a parametry užívaných fréz jsou rovněž rozdílné. Uživatelům doporučujeme ověření jednotlivých
výpočtů a určení opravných koeficientů KOPR, o nichž je možné zapsat činnostem poznámky.
Veškeré přípravné práce pro další operaci se provádí v časovém zákrytu během předchozí operace, vypočítaný čas TBC je proto nízký.
Při frézování FC je nutné další třísku (ve svislém směru) nastavovat mimo frézovanou součást. Při frézování dutin (třísku nelze nastavit mimo součást)
je nutné pro nastavení další třísky vyvrtat otvor většího průměru, než je průměr frézy. V některých případech je možné vyvrtat jen malý otvor a frézou
menšího průměru prostor pro zabírání dalších třísek vyhrubovat. Hrubování tohoto pomocného tvaru počítejte odděleně (samostatný výpočet) činností FC
nebo u hlubších tvarů činností FD.
CET Všechna data se zadávají pro jeden tvar a počet shodných tvarů se zadává do údaje CET.
NPR Frézuje-li se pouze jedním směrem X (jen sousledně nebo jen nesousledně), je po ukončení třísky nutný návrat rychloposuvem do polohy pro
nastavení další třísky.
PEV Obrobitelnost materiálu vyjadřujeme pomocí jeho pevnosti (tvrdosti) v kg na čtverečný milimetr. Materiály forem mají pevnost 90 – 140 kg/mm
SIR Obrysová šířka frézovaného tvaru (rozměr Y při pohledu shora)
L Další třísky mohou být kratší (frézování tvaru). Zadává se proto průměrná délka třísky (odhad).
Příklad 1:
Hrubovat vnější tvar vložky formy. Obrysový obdélník hrubovaného tvaru (pohled shora) má rozměry 200 x 70 mm, takže SIR = 70 a maximální L = 200.
Maximální hloubka hrubování (rovinné dno vzniklé poslední třískou) je 50 mm. Tvar je průchozí, třísky můžeme zabírat na obou koncích posuvu (frézujeme
jednu třísku sousledně a další nesousledně), zadáme NRP=NE. Všechny třísky mají shodnou délku.
KW: 8 výkon frézky
RP: 10 rychloposuv ve směru X,Y v m/min
NRP: 0 návrat rychloposuvem NE
UP: 2 upínací zařízení mimo stroj
PFR: 50 frézujeme čelní frézou průměr 50
SIR: 70 šířka frézovaného tvaru
L: 200 délka frézovaného tvaru
HL: 50 hloubka hrubování
VYM: 3 čas za výměnu nástroje na tomto stroji
KG: 17 hmotnost dílce
PEV: 120 pevnost materiálu v kg/mm
CET: 1 jeden frézovaný tvar
TAC: 35,59 minut, TBC: 11,47 minut
Příklad 2:
Hrubovat dutinu ve tvaru “vaničky". Obrysové rozměry obdélníku (pohled shora) jsou 100 x 50 mm, maximální hloubka hrubování je 40 mm. V nehlubším
místě tvaru vyvrtáme pomocný otvor průměr 35 s rovným dnem. V případě, že toto vrtání provedete ve shodné operaci na NC frézce vypočítejte čas za
vrtání činností VS (vrtání souřadnicové). Vrtání pomocných otvorů bude obvykle provedeno v předchozí operaci na jiném stroji.
KW: 8 výkon frézky
RP: 10 rychloposuv ve směru X,Y v m/min
NRP: 1 ANO, pro další třísku do hloubky se vždy musíme vrátit do osy pomocného otvoru
UP: 0 dílec je již upnutý
PFR: 32 frézujeme čelní frézou průměr 32
SIR: 50 šířka frézovaného tvaru
L: 85 délka frézovaného tvaru
HL: 40 hloubka hrubování
VYM: 3 čas za výměnu nástroje na tomto stroji
KG: 9 hmotnost dílce
PEV: 120 pevnost materiálu v kg/mm
CET: 1 jeden frézovaný tvar
TAC: 16,54 minut, TBC: 6 minut
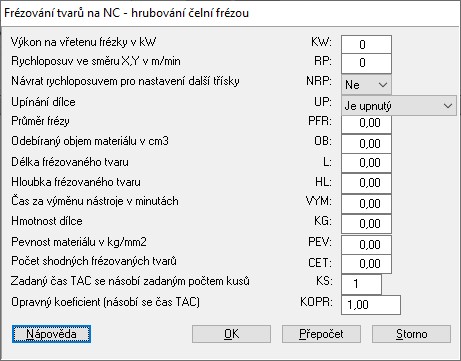
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.