FA-Frézování
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_FA

Contents
Činnost FA je univerzální výpočetní činnost pro nejrůznější operace prováděné různými nástroji na různých frézkách. Pro všestranné úhlování desek a
hranolů je určena činnost UH. Pro odvalovací frézování čelního ozubení je určena činnost FZ.
Pro výpočet se zadává průměr frézy (okružní pily). Užívajíli se v operaci nástroje výrazně rozdílných průměrů, například nožová hlava a stopková fréza
pro drážku, pak je nutné provést samostatný výpočet pro každý nástroj. Při výpočtu času jedinou činností pro různé frézy méně rozdílných průměrů
se zadává střední průměr fréz (odhad).
Údaj DAV vyjadřuje shodně jako u jiných činností počet kusů ve výrobní dávce. Při hodnotě DAV:1 jsou časy za obsluhu přibližně dvounásobné,
než při dávce 20 kusů. Se zvětšující se dávkou čas za obsluhu mírně klesá k hodnotě potřebné v seřízené sériové výrobě.
Počet současně upnutých a frézovaných kusů se zadává do údaje POC. Veškerá ostatní data se zadávají vždy o jediné součásti. Při úhlování menších
desek je možné upnout do svěráku několik kusů jen pro opracování obvodů, nikoliv základen. V těchto případech zadáme do údaje POC počet současně
upnutých kusů vynásobený * 0.7 zaokrouhlený na celé číslo. (Pokud nepoužijete činnost UH.)
Počet upínání obrobku se zadává do údaje UP dle pravidel uvedených v tabulce vstupních dat. Například při všestranném úhlování desky je nutné obrobek
šestkrát upnout: Při upínání ve svěráku je hodnota UP:6, při upínání dílenskými pomůckami UP:18. Při opracování skříní a svarků je nejobtížnější ustavení
obrobku do správné polohy, aby pro veškeré plochy, které budou následně obráběny, byly k dispozici potřebné přídavky na opracování. K hodnotě UP za
upínání se proto přičítají další hodnoty, které toto ustavování vyjadřují. Například na svarku obrobit základnu a dvě rovnoběžné bočnice: Upínání dílenskými
upínkami pro tři plochy = 3 * 3 = 9, ustavení pro opracování hlavní základny + 15, další základny + 5. Hodnota UP celkem = 9 + 15 + 5 = 29.
Složitost a přesnost operace vyjadřuje součet bodů zadávaný do údaje BODY:
▪Při úhlování desky nebo hranolu vzniká šest rovinných ploch v přesnosti IT16 až 12, to znamená šest bodů.
▪Při průchozím pravoúhlém zafrézování vznikají dvě rovinné plochy, při běžné přesnosti dva body. Když je jeden z rozměrů v toleranci IT11 až 9,
pak tři body. Jsou-li obě plochy v toleranci IT8 až 7, pak se počítá 2 * 4 = 8 bodů.
▪Drážka pro pero v toleranci P9 je tvořena jednou plochou v toleranci IT11 až 9 (2), druhou boční plochou, u které se přesnost nenastavuje
a nepočítá (1), dnem (1) a dvěma koncovými radiusy vznikajícími průměrem frézy (2 * 1). Celkem je za drážku pro pero šest bodů.
▪Pro úhlové a tvarové plochy se body počítají dle jejich drsnosti Ra.
▪Válcová plocha vznikající průměrem frézy se do bodů počítá jen v případech, kdy vymezuje rozměr. Například konce drážky pro pero.
Tvoří-li radius pouze přechod mezi dvěma jinými plochami (například vnitřní rámeček s rohovými R), nepočítá se.
▪Průchozí drážka okružní pilou = 3 body (dvě bočnice a dno). Drážka s jednostranným výběhem = 4 body, s oboustranným = 5 bodů.
Velikost frézováním vzniklé plochy v cm2 se zadává do údaje PL (plocha). U složitějšího tvarování je výhodné představit si frézované tvary rozložené
do roviny. S cílem pracovat s menšími čísly se počítá (odhaduje) v centimetrech. Výpočty je možné provádět ze zaokrouhlených rozměrů. V některých
případech je rychlejší a spolehlivější použít pro výpočty ploch a objemů kalkulačku.
Do údaje OB (objem) se zadává objem odebíraného materiálu v cm3. U vnitřních tvarů a drážek je výpočet jednoduchý, násobí se šířka hloubkou
a délkou, vše v centimetrech. Při výpočtech objemů vnějších tvarů je možné výpočet provést vynásobením frézované plochy zadané do údaje PL
přídavkem na plochu (v centimetrech). Například při frézování plochy 100 * 100 s přídavkem 3 mm je plocha PL = 10 * 10 = 100
a objem OB = 100 * 0.3 = 30. Obvykle vyhovují výpočty zpaměti nebo odhady.
Do údaje RA se zadává drsnost opracování. Při frézování ploch různých drsností se zadává nejnižší nebo převažující hodnota. Při potřebě drsnosti
přesněji diferencovat je možné použít pro plochy každé drsnosti vlastní výpočet.
Průměr frézy (nástroje) se zadává do údaje FR. V některých případech je průměr frézy určen konstrukčním prvkem. Pro ostatní vnější tvary volíme
průměr frézy dle šířky frézované plochy. Obvykle šířka plochy x 2 pro stopkové frézy a x 1.4 pro nástrčné frézy. Pro vnitřní tvary, které nejsou proveditelné
drážkovací dvoubřitou frézou, volíme nejbližší menší průměr frézy z řady průměrů fréz ČSN. Vnitřní frézované rámečky jsou konstruovány s rohovými
radiusy průměru frézy, hrubují se však většími nástroji. Výpočet času za rámeček je možné provést jediným výpočtem, do kterého zadáme dvounásobný
průměr frézy, než je předepsáno konstrukcí. V úkolových systémech odměňování by měl být výpočet rozložen na hrubování a dokončení a průměry fréz
by měly být uvedeny v operačních textech.
Koeficient nástroje KN se zadává dle uvedených hodnot v tabulce vstupních dat. Volné plochy, pro něž je přiřazen koeficient 1.2 pro RO a 2.5 pro nástroje
ze slinutých karbidů, jsou plochy ležící v rovině, která neprotíná součást. Neboli plochy, při jejichž obrábění se nastavuje a měří jediný rozměr (základny).
Při úhlování desky se frézuje šest volných ploch.
Do údaje KW se zadává výkon hlavního motoru obráběcího stroje.
Do údaje KG se zadává přibližná hmotnost do operace vstupujícího polotovaru (jednoho kusu i při společném upínání).
Koeficient obrobitelnosti KOBR násobí strojní čas.
Pro výpočet časů za úhlování desek a hranolů je určena zjednodušená činnost UH. Při výpočtech pomocí činnosti FA (respektuje více činitelů trvání) se
plocha PL počítá zjednodušeně: Plocha základny se násobí x 2.5 u desek běžných rozměrů, x 3 u tlustých desek a x 3.5 u hranolů. Objem OB se vypočítá
vynásobením plochy PL průměrným přídavkem na opracování.
Příklad 1:
Přířez z ploché tyče 12 x 50 x 80 frézovat jednostranně na tloušťku 10.5
DAV: |
20 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a frézovaných kusů |
UP: |
1 |
upínání jedno upnutí do svěráku |
BODY: |
1 |
součet bodů jedna rovinná plocha IT16 až 12 |
PL: |
40 |
frézovaná plocha v cm2 8 * 5 = 40 |
OB: |
6 |
odebíraný objem cm3 plocha PL (40) * 0.15 cm |
RA: |
6.3 |
drsnost Ra |
FR: |
80 |
průměr nástroje |
KN: |
1.2 |
koeficient nástroje jen čelní frézování RO |
KW: |
3 |
příkon obráběcího stroje |
KG: |
0.4 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 2.01 minut TBC: 18 minut
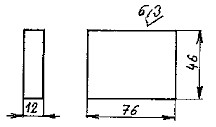
Příklad 2:
Frézovat obvod přířezu z ploché tyče 12 * 50 * 80 na rozměry 46 * 76.
Současně upínat 4 kusy do svěráku.
Při současném upínání více kusů se veškerá data kromě POC zadávají o jednom kuse
DAV: |
200 |
kusů ve výrobní dávce |
POC: |
4 |
počet současně upnutých a frézovaných kusů |
UP: |
4 |
upínání 4 x ve svěráku |
BODY: |
4 |
součet bodů 4 x rovinná plocha IT16 až 12 |
PL: |
30 |
frézovaná plocha v cm2 = 1.2 * (2 * 7.6 + 2 * 4.6) |
OB: |
6 |
odebíraný objem cm3 plocha PL * přídavek 0.2 |
RA: |
6.3 |
drsnost Ra |
FR: |
63 |
průměr nástroje |
KN: |
1.2 |
koeficient nástroje jen čelní frézování RO |
KW: |
3 |
příkon obráběcího stroje |
KG: |
0.4 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 3.25 minut TBC: 26 minut
Příklad 3:
Na úhlovaném hranolu frézovat tvar z jedné strany, přepnout a frézovat druhou stranu.
Upínat dílenskými upínkami na stůl frézky.

DAV: |
20 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a frézovaných kusů |
UP: |
6 |
upínání (dvě upnutí dílenskými upínkami) |
BODY: |
4 |
součet bodů 4 rovinné plochy IT16 až 12 |
PL: |
125 |
frézovaná plocha v cm2 = 2 * (1.7 + 0.8) * 25 |
OB: |
68 |
odebíraný objem cm3 = 2 * 1.7 * 0.8 * 25 |
RA: |
3.2 |
drsnost Ra |
FR: |
32 |
průměr nástroje stopková fréza, dvojnásobku fréz.šířky |
KN: |
1 |
koeficient nástroje čelní + válcové frézování RO |
KW: |
4 |
příkon obráběcího stroje |
KG: |
3 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 22.71 minut, TBC: 24 minut
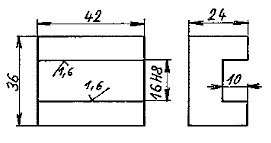
Příklad 4:
Frézovat načisto drážku 16H8 stopkovou frézou průměr 15.
Jedna stěna drážky je bez tolerance (1 bod), dno je bez tolerance (1 bod), druhá stěna drážky je v toleranci IT8 (4 body).
DAV: |
100 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a frézovaných kusů |
UP: |
1 |
upínání svěrák |
BODY: |
6 |
součet bodů |
PL: |
15 |
frézovaná plocha v cm2 = 4.2 * (1 + 1 + 1.6) |
OB: |
7 |
odebíraný objem cm3 = 1 * 1.6 * 4.2 |
RA: |
1.6 |
drsnost Ra |
FR: |
15 |
průměr nástroje |
KN: |
1 |
koeficient nástroje čelní + válcové frézování RO |
KW: |
3 |
příkon obráběcího stroje |
KG: |
0.3 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 7.75 minut TBC: 25 minut
Příklad 5:
Frézovat 8 drážek dvoubřitou frézou průměr 8 při jediném upnutí do svěráku. Materiál je slitina AL, obrobitelnost KOBR = 0.4.
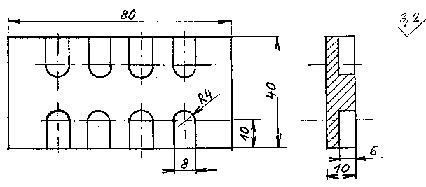
Při frézování shodných tvarů posunutých o jediný rozměr (ve směru jediné souřadnice) o úhel na otočném stole nebo v dělícím přístroji se body za jeden
tvar násobí odmocninou z počtu tvarů. V tomto případě má součást dvě řady shodných tvarů. Jednu drážku tvoří tři rovinné plochy a jedna rádiusová
(vymezuje rozměr). Celkem za jednu drážku jsou čtyři body. Body za jednu řadu drážek = 4 * 4 = 8. Body za obě řady drážek = 2 * 8 = 16.
Plochu PL i objem OB počítáme pro všechny drážky celkem. Neboli pro jednu drážku a výsledek násobíme osmi.
PL = 8 * (0.8 + 0.6 + 0.6) * 1.2 = 19.2
(délku drážky s rádiusovým ukončením není třeba počítat, 1.2 je odhad)
OB = 8 * 0.8 * 0.6 * 1.2 = 4.6
DAV: |
50 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a frézovaných kusů |
UP: |
1 |
upínání jediné ve svěráku |
BODY: |
16 |
součet bodů |
PL: |
20 |
frézovaná plocha v cm2 |
OB: |
5 |
odebíraný objem cm3 |
RA: |
3.2 |
drsnost Ra |
FR: |
8 |
průměr nástroje |
KN: |
1 |
koeficient nástroje čelní + válcové fréz. RO |
KW: |
3 |
příkon obráběcího stroje |
KG: |
0.1 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
0.4 |
koeficient obrobitelnosti |
TAC: 7.13 minut TBC: 35 minut
Příklad 6:
Frézovat načisto vnitřní tvar 80H6 * 100H6.
V sériové výrobě by bylo provedení tvaru rozepsáno do několika operací. V kusové výrobě při frézování vnitřních tvarů s rohovými radiusy je možné provést
výpočet času jedinou činností, do které zadáme dvounásobný průměr frézy než předepisuje výkres.
Přesné plochy vymezující rozměry IT6 jsou v rámečku jen dvě, to znamená 2 * 6 bodů. Zbývající plochy včetně dna vymezují rozměry IT16 až 12, počítá
se za ně jeden bod. Celkem 15 bodů.
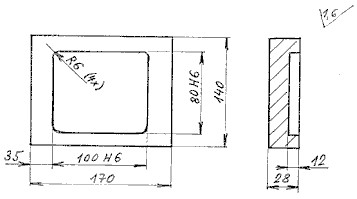
Plocha PL: |
8 * 10 |
= 80 (dno) |
|
(10 + 10 + 8 + 8) * 1.2 |
= 43 (obvod) |
Plocha PL celkem |
|
= 123 |
Objem: OB |
= 10 * 8 * 1.2 |
= 96 |
DAV: |
1 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a frézovaných kusů |
UP: |
3 |
upínání jedno upnutí dílenskými upínkami |
BODY: |
15 |
součet bodů |
PL: |
123 |
frézovaná plocha v cm2 |
OB: |
96 |
odebíraný objem cm3 |
RA: |
1.6 |
drsnost Ra |
FR: |
24 |
průměr nástroje je předepsán 12, zadán je dvounásobný |
KN: |
1 |
koeficient nástroje válcové + čelní frézování RO |
KW: |
6 |
příkon obráběcího stroje |
KG: |
5 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 45.55 minut TBC: 39 minut
Příklad 7:
Frézovat v desce AL rámeček 2.5 * 2.5 mm pro těsnění.
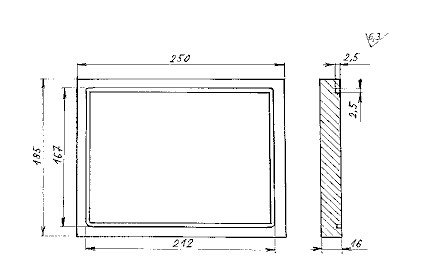
Souvislé dno frézovaných tvarů se počítá jako jediná plocha. Rámeček tvoří 8 rovinných ploch (bočnic) a jedno dno, vše bez tolerance, to znamená
celkem 9 bodů. Přechodové rohové radiusy se nepočítají, nevymezují žádný rozměr.
Řez drážkou má obvod |
0.25 + 0.25 + 0.25 |
= 0.75 cm. |
Délka drážky celkem je |
21.2 + 21.2 + 16.7 + 16.7 |
= 75.8 cm. |
Plocha celkem se vypočítá PL |
= 0.75 * 75.8 |
= 57 cm2 |
Objem OB |
= 0.25 * 0.25 * 75.8 |
= 4.74 cm3 |
DAV: |
100 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a frézovaných kusů |
UP: |
3 |
upínání jedno upnutí dílenskými upínkami |
BODY: |
9 |
součet bodů |
PL: |
57 |
frézovaná plocha v cm2 |
OB: |
5 |
odebíraný objem cm3 |
RA: |
6.3 |
drsnost Ra |
FR: |
2.5 |
průměr nástroje |
KN: |
1 |
koeficient nástroje čelní + válcové frézování RO |
KW: |
2 |
příkon obráběcího stroje |
KG: |
2 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
0.4 |
koeficient obrobitelnosti |
TAC: 41.45 minut TBC: 27 minut
Příklad 8:
Opracovat základnu svarku a obě podélné strany na rozměr 260. Svarek pro opracování těchto technologických základen ustavit tak, aby pro všechny
následně opracovávané plochy byly k dispozici přídavky na obrobení.
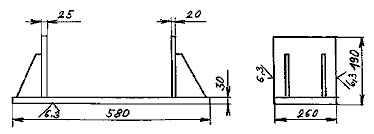
Svarek se upíná třikrát dílenskými upínkami, UP = 3 * 3 = 9. K této hodnotě se přičítá vyrovnání svarku pro opracování hlavní základny (+ 15) a vyrovnání
pro opracování druhé technologické základny (+ 5). Hodnota UP celkem je 9 + 15 + 5 = 29.
Plocha PL základny je 58 * 26 = 1500. Obě postranice jsou tvořeny svařenými deskami, jejichž tloušťku pro výpočet plochy odhadneme na 28. Délka
těchto desek na jedné straně je 58 + 19 + 19 = 96. Plocha jedné postranice je 2.8 * 96 = 270. Celková frézovaná plocha je 1500 + 270 + 270 = 2000.
Pro výpočet frézovaného objemu OB použijeme vypočtenou plochu PL a vynásobíme ji přídavkem na opracování, který bývá u svarků tohoto typu 3 mm
na plochu. Objem OB = 2000 * 0.3 = 600.
DAV: |
1 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a frézovaných kusů |
UP: |
29 |
upínání |
BODY: |
3 |
součet bodů frézují se tři plochy IT16 až 12 |
PL: |
2000 |
frézovaná plocha v cm2 |
OB: |
600 |
odebíraný objem cm3 |
RA: |
6.3 |
drsnost Ra |
FR: |
125 |
průměr nástroje nožová hlava SK pr. 125 |
KN: |
2.5 |
koeficient nástroje jen čelní frézování SK |
KW: |
11 |
příkon obráběcího stroje |
KG: |
60 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 131.64 minut TBC: 60 minut
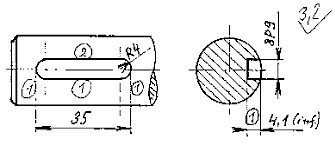
Příklad 9:
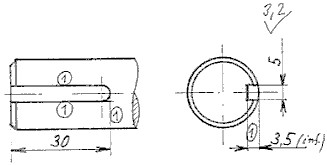
Frézovat drážku pro pero.
DAV: |
200 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a frézovaných kusů |
UP: |
1 |
upínání sklíčidlo |
BODY: |
6 |
součet bodů |
PL: |
5.6 |
frézovaná plocha v cm2 = (0.8 + 0.4 + 0.4) * 3.5 |
OB: |
1.12 |
odebíraný objem cm3 = 0.8 * 0.4 * 3.5 = 1.12 |
RA: |
3.2 |
drsnost Ra |
FR: |
8 |
průměr nástroje dvoubřitá drážkovací fréza |
KN: |
1 |
koeficient nástroje čelní + válcové frézování RO |
KW: |
3 |
příkon obráběcího stroje |
KG: |
0.8 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 3.07 minut TBC: 27 minut
Příklad 10:
Frézovat drážku na konci hřídele.
DAV: |
200 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a frézovaných kusů |
UP: |
1 |
upínání sklíčidlo |
BODY: |
4 |
součet bodů |
PL: |
3.6 |
frézovaná plocha v cm2 = (0.5 + 0.35 + 0.35) * 3 = 3.6 |
OB: |
0.53 |
odebíraný objem cm3 = (0.5 * 0.35 * 3) = 0.525 |
RA: |
3.2 |
drsnost Ra |
FR: |
5 |
průměr nástroje |
KN: |
1 |
koeficient nástroje čelní + válcové frézování RO |
KW: |
3 |
příkon obráběcího stroje |
KG: |
0.8 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 2.33 minut TBC: 24 minut
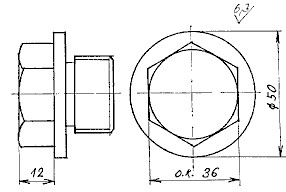
Příklad 11:
V dělícím přístroji frézovat šestihran pro otvor klíče 36
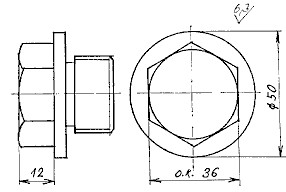
Při jednom nastavení v dělícím přístroji vznikají dvě rovinné plochy IT16 až 12, to znamená dva body. Při frézování shodných tvarů v dělícím přístroji
násobíme počet bodů za jeden tvar odmocninou z počtu tvarů. V tomto případě BODY = 2 * 6 = 5
Výpočty ploch u složitějších tvarů je účelné provádět zjednodušeně. Plochu kruhu počítáme 0.8 * D2, plochu mezikruží 0.8 * (D2 –d2), objem trubkovitého
tvaru 0.8 * L * (D2 –d2). Šestihran pro výpočty můžeme nahradit průměrem 40 mm.
Plocha průměru 50 |
PL = 0.8 * (25 16) |
= 7.2 |
Plocha šestihranu |
PL = 3.14 * 4 * 1.2 |
= 15.07 |
Plocha celkem |
PL |
= 22.27 |
Objem |
OB = 0.8 * 1.2 * 25 16) |
= 8.64 |
DAV: |
20 |
kusů ve výrobní dávce |
POC: |
1 |
počet současně upnutých a frézovaných kusů |
UP: |
1 |
upínání jedno upnutí ve sklíčidle |
BODY: |
5 |
součet bodů |
PL: |
22 |
frézovaná plocha v cm2 |
OB: |
9 |
odebíraný objem cm3 |
RA: |
6.3 |
drsnost Ra |
FR: |
25 |
průměr nástroje, přibližně dvounásobek frézované šířky |
KN: |
1 |
koeficient nástroje, čelní + válcové frézování |
KW: |
3 |
příkon obráběcího stroje |
KG: |
0.7 |
hmotnost obrobku (vstupujícího, přibližná) |
KOBR: |
1 |
koeficient obrobitelnosti |
TAC: 5,36 minut TBC: 22 minut
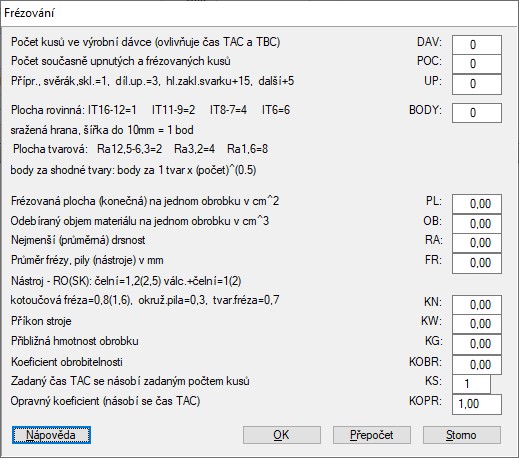
Dialogové okno pro zadání parametrů
Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.