ER-Elektroerozivní řezání obecných tvarů
Instalace_Subsystemy_Normovani_PONORKA_Napoveda_ER

Contents
Elektroerozívní řezání tvarů na drátové řezačce. Stroj pracuje bez obsluhy, veškeré přípravné práce pro další operaci se provádějí v časovém zákrytu
během předchozí operace. Vypočítaný čas přípravy TBC je proto nízký. Činnost ER je určena pro výpočet času za obecné tvary, délka tvaru DEL se zadává
z klávesnice. Pro výpočet času za řezání obdélníků nebo čtverců můžete použít činnost EC. Pro výpočet se zadává délka DEL a šířka SIR obdélníku (délka
řezání se z těchto údajů vypočítá automaticky).
Pro výpočet času za řezání kruhových otvorů můžete použít činnost EK. Pro výpočet se zadává průměr otvoru PRUM (délka řezání se z těchto údajů vypočítá
automaticky).
Ostatní zadávané údaje jsou shodné.
HR Hrubování. Řezání “doplna” = špatný výplachHrubování předzpracovaných tvarů = dobrý výplach
KOBR Koeficient obrobitelnosti KOBR násobí strojní čas:- konstrukční a nástrojová ocel – KOBR = 1 (při obrábění se neprojevují žádné podstatné rozdíly
v závislosti na složení a tepelném zpracování oceli)- antikorozní materiály (řada 17 podle ČSN) – KOBR = 1,2- slinuté karbidy – KOBR = 4
KVS Koeficient výkonnosti stroje KVS násobí strojní čas, vyjadřuje rychlost řezání konkrétního stroje. Pro stroje ve firmě si rychlost ověřte
a poznamenejte hodnoty opravného koeficientu KOPR.
Příklad 1:

Řezat načisto tvar 60 x 80 a dva čtvercové tvary 25 x 25. Materiál: nekalená ocel
Protože se jedná o obdélníkové a čtvercové tvary, použijeme pro výpočet činnost EC.
1) výpočet času za tvar 60 x 80 (tvar má shodnou délku řezání, jako obdélník obrysových rozměrů):
UP: dílec se upíná ručně
SD: ruční spojení drátu
SPOJ: 1 počet provlečení a spojení drátu
HR: hrubování se špatným výplachem
NC: 1 tvar se řeže načisto
KG: 10 přibližná hmotnost dílce
TL: 36 tloušťka desky
DEL: 80 délka obdélníku
SIR: 60 šířka obdélníku
POC: 1 počet shodných obdélníků
KOBR: 1 koeficient obrobitelnosti, ocel
KVS: 1 Robofil 300
TAC: 207,15 minut, TBC: 15,38 minut
2) výpočet času za dva tvary (čtverce) 25 x 25:
UP: dílec je upnutý (upínání zadáno v předchozím výpočtu)
SD: ruční spojení drátu
SPOJ: 2 počet provlečení a spojení drátu
HR: hrubování se špatným výplachem
NC: 1 tvar se řeže načisto
KG: 10 přibližná hmotnost dílce
TL: 36 tloušťka desky
DEL: 25 strana čtverce
SIR: 25 strana čtverce
POC: 2 počet shodných tvarů
KOBR: 1 koeficient obrobitelnosti, ocel
KVS: 1 Robofil 300
TAC: 147,27 minut, TBC: 0 minut
Příklad 2:
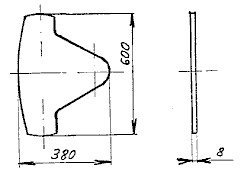
Z předzpracovaného tvaru v desce řezat načisto vnější tvar. Materiál: kalená ocel.
Jedná se o obecný tvar, pro výpočet použijeme činnost ER. Délku řezu odhadneme.
UP: dílec se upíná do přípravku
SD: 0
SPOJ: 0 drát se neprovléká
HR: hrubování s dobrým výplachem
NC: 1 tvar se řeže načisto
KG: 28 přibližná hmotnost dílce s přípravkem
TL: 8 tloušťka desky
DEL: 1800 délka řezaného tvaru
POC: 1 počet shodných řezaných tvarů
KOBR: 1 koeficient obrobitelnosti, kalená ocel
KVS: 1 Robofil 300
TAC: 407,67 minut, TBC: 22 minut
Dialogové okno pro zadání parametrů

Další odkazy:
Copyright © BB consult engineering s.r.o. 1998-2025.
All Rights Reserved.